Ethylated Urea - Ether - Modified Urea - Formaldehyde Resins,
Part I: Structural and Physicochemical Properties
Mathew Obichukwu EDOGA
Federal University of Technology, Minna, Nigeria
edochem2005@yahoo.com
Abstract
First, phenol - formaldehyde (PF) and urea - formaldehyde (UFII) resins were separately conventionally prepared in our laboratory. Also, UF resin synthesized from the acid modified synthesis procedure was synthesized in a purely acid medium of pH 1.0, FU molar ratio of 1.0 and at 50oC (one-stage acid modified-synthesis procedure). Subsequently, the UF resin II was modified during synthesis by incorporating ethylated urea-ether (EUER) (i.e. UFIII) and glycerol (GLYC) (i.e. UFV) cured with and without acid curing agent. The structural and physicochemical analyses of the various resin samples were carried out.
The results showed that the unmodified UF resin (UF II) synthesized in acid medium of pH 1.0, F/U molar ratio 1.0, and at 50oC, cured in absence of acid curing catalyst, showed features in their spectra which are consistent with a tri-, and/or tetra-substituted urea in the reaction to give a 3 - dimensional network cured UF resin. Modification of the UF resin(UF II) with ethylated urea-ether and glycerol to produce UF resins III and respectively V prominently increased the absorbance of methylene and ether groups in the spectra which are consistent with increased hydrophobicity and improved hydrolytic stability. For the conventional UF resin (UF I), the only clear distinction between spectra for the UF resin II and UF resins (III/V) is the presence of diminished peaks for methylene groups at 2.2 ppm. The relationship between the logarithmic viscosity of cured PF resin with time showed continuos dependence of viscosity with time during cure up to 70 minutes. Similar trends were shown by UF resins (III/V), cured in absence of acid catalyst. In contrast, the conventional UF resins I and UF IV (i.e. UF II cured with NH4CL) showed abrupt discontinuity in viscosity with time just after about 20 minutes of cure.
Keywords
Urea - formaldehyde resin, Ethylated urea ether, Ethylated urea - ether - modified urea - formaldehyde resin, flexibility, hydrophobicity, log viscosity, Physicochemical properties.
Introduction
Urea - formaldehyde (UF) resins are polycondensation products of urea and formaldehyde in either alkaline or neutral or acid or alkaline/acid medium. Moulding into articles of UF powder or bonding with UF resins normally produce excellent products comparable to other formaldehyde condensation (Petrochemical) plastics, but can only be used in interior non-structural applications. Compared with PF resins, UF resins possess clear colour, cure rapidly, and form strong bonds under a wider variety of conditions. Also, since the manufacturing costs of urea - formaldehyde resins are relatively the least expensive, and the raw materials are easily available, UF resin is perhaps the least expensive synthetic petrochemical adhesive (Edoga, 1997).
The UF resin, though an excellent petrochemical has certain draw backs. Polycondensation of urea with formaldehyde usually results in hydrolytically sensitive bonds, strong interchain hydrogen bonding, and low cross-link density which invariably increases sensitivity to losses in stress - bearing applications. As a consequence, UF - bonded wood products are normally confined to interior, non - structural applications because of their tendency to hydrolyze when exposed to high humidity and/or temperature (Ebewele et. al:, 1991 and Edoga, 1997). In acid environment, both the rates of hydrolysis and cure are catalyzed. The major factors, therefore, responsible for the poor stability and durability of UF bonded joints are attributable to hydrolytic degradation and stress rupture (Edoga et al., 2001).
Several attempts have been made to develop hydrolytically stable UF systems. For example, since formaldehyde - to - urea molar ratio (F/U) governs to some extent the stability and durability of wood joints and particleboard, the effects of resin molar ratio from about 1.5 - 1.0 have been examined (Edoga, 1997). The comparative study of UF synthesis procedures has also been studied. Recently, developing a tri - and/or tetra - substituted urea - formaldehyde resin has been achieved by reacting urea and formaldehyde in a purely acid medium of pH 1.0, F/U molar ratio of 1.0 and at 50oC (Edoga, 2001). A remarkable improvement in the stability - durability of UF resin has been made by incorporating a suitable buffer - monosodium dihydrogen phosphate (NaH2PO4), into the UF resin system during synthesis which invariably maintained a constant pH.
Traditionally, PF-, or MF resins are widely used in the manufacture of exterior - type wood products. The PF - bonded particleboards greater ability to respond reversibly to stresses (resulting from water absorption and loss) than that of UF resin has been attributed to the internal plasticization of PF resin by the water absorbed by sodium hydroxide (Pratt et al;, 1985). This makes the PF chain to be more flexible.
In this study, therefore, ethylated urea ether and glycerol have been chosen as flexibilizers to be incorporated into the stiff chain of UF resin. It is expected that the proper incorporation of the flexibilizers would increase the resins molecular flexibility, hydrophobicity as well as achieve a prolonged cure period for the resin by significantly decreasing the abrupt discontinuity in viscosity of the resins with time during cure.
Experimental
Materials and Synthesis - Materials
All the chemicals used are described in Table 1. Throughout this paper, we used either the commercial names of the chemicals or code names.
Table 1. Experimental Materials
|
Materials |
Code |
Source |
Comments |
|
Urea |
U |
BDH Chemical Poole, England |
mp 34oC analytical grade |
|
Formaldehyde |
F |
BDH Chemical Poole, England |
37 -41% aqueous analytical grade |
Urea-formaldehyde (UF)Concentrate NAFCON 85 |
|
National Fertilizer Company Onne, Port-Harcourt Rivers State, Nigeria |
85% aqueous solution, 15% H2O 25%(NH2) 2CO, 60% CH2O density 1.33g/cm3 viscosity 50cp. |
|
Glycerol |
GLYC |
BDH chemical Poole, England |
laboratory reagents |
|
Sulphric acid |
H2SO4 |
BDH Chemical Pool, England |
98% concentrated analytical grade |
|
Mono-sodium dihydrogen Phosphate |
NaH2PO4 |
BDH, Chemical Poole, England |
analytical grade |
|
Ammonium Chloride |
NH4CL |
BDH Chemical Poole, England |
analytical grade |
|
Kaolin |
KAOL |
ATP - Sapele, Nigeria |
industrial grade |
Conventional PF resin Synthesis (UFI) and UF Resins were separately prepared according to the AT&P Technical data of 1995.
Modified Acid Synthesis of UF - Resin (UF II) 100 cm3 of urea - formaldehyde concentrate whose F/U ratio was 4.80 at pH 8.5 was charged into a round-bottom water jacketed glass reactor. The pH of the concentrate was adjusted to 1.0 with 50% H2SO4 solution, which caused the temperature to rise to 50°C and 0.25 g NaH2PO4 was used to maintain a constant pH at 1.0
21.06 g of urea (0.35 mole) was slowly charged into the reaction mixture over a 15 minute-time interval. The rate of addition was regulated, and the temperature was maintained at 50°C with the chiller thermocirculator. The viscosity built - up was monitored at regular intervals of three minutes using Brookfield synchro-lectric viscometer, until a target viscosity of 300 cp was attained. At this viscosity, it was observed that the temperature and pH simultaneously dropped by 2°C and 0.1, respectively.
At the end of the 15-30 minutes, the F/U ratio was 2.94, and the pH of the reaction mixture was adjusted with a 50% NaOH solution, and 1.5cm3 of 100% thriethanolamine to 6.5, and later to 7.5, respectively. 126.5g of urea (2.11 moles) was added to the reaction mixture which was further refluxed for about 15 minutes to ensure the completion of the reaction between urea and formaldehyde.
Ethylated Urea-Ether Resin Synthesis
Ethylated Urea-ether (EUER) was prepared as follows: 243 g of 37% aqueous formaldehyde (3.0 moles) whose pH was adjusted to 8.0 with 50% NaOH solution was mixed thoroughly with 60g of urea (1.0 mole) in a glass reactor. The mixture was heated to 100°C in 1 hour and was held at this temperature under reflux for 30 minutes. 90.2g of 98% anhydrous ethanol (2.0 moles) was added to the reaction mixture. Later, the pH of the mixture was adjusted to 5.5 with a 50% sulphuric acid, and subsequently the mixture was boiled for more than 30 minutes. Finally, the reaction mixture was concentrated to about 150 - 300cp at 650C, at a vacuum pressure of 100 - 300 mmHg, and a pH of 6.0.
EUER - Modified - Urea - Formaldehyde Resin III
The EUER - modified - urea - formaldehyde resin (UF III) was synthesized by incorporating EUER into the (UF II) system during synthesis.
NMR Spectroscopy
NMR Spectra of the various samples were analysed with a Perkin Elmer Varian Em 350L model, spectrometer. In each run, about 0.8mg of the synthesized UF resin / modified UF resin was used. Deuterated Chloroform / carbontetrachloride were used as solvents. The instrument working parameters for the quantitative analyses of the samples were as follows: 10/20ppm sweep width, 2 minutes sweep time, 106-107 spectra amplitudes and 0.05 seconds filter, 0.05mg reference power and zero ppm end sweep.
Infrared Spectroscopy
Infrared spectra of the various resin samples in potassium bromide pellets were obtained using ATI Mattson Genesis Series Fourier Transform Infrared Spectrophotometer (FTIRTM). About 0.7mg of the powdered sample was mixed with 281mg of potassium bromide and was further ground in an agate mortar with pestle. The mixture was then transferred to a die and pressed into a disc/pellet as specified in the instructional manual for the C-30 hydraulic press (Research & Industrial Instruments, 1967.
The transmission spectrum was recorded over the range of 400 - 500cm-1.
Viscosity Measurement
Viscosity Average Molecular weight
![]() Based
on the instrinsic viscosity - molecular weight relation, the viscosity average
molecular weight (Mv) of the polymer solution was determined from
the instrinsic viscosity [n] using modified staudinger equation for branched
and cross-linked polymer typical of UF polymer.
Based
on the instrinsic viscosity - molecular weight relation, the viscosity average
molecular weight (Mv) of the polymer solution was determined from
the instrinsic viscosity [n] using modified staudinger equation for branched
and cross-linked polymer typical of UF polymer.
![]()
![]() [n] = KMav = 0.74 · 10-3Mv1.05 Eq.(1)
[n] = KMav = 0.74 · 10-3Mv1.05 Eq.(1)
where K and a are constants given as 0.74 · 10-3 and 1.05, respectively, for UF base resin in water - ethanol system of ratio 1:1 at 250C (Edoga, 1997).
Solution Viscosity
Viscosity of the UF resin samples were measured at 25°C using a Brookfield (RVT - 43329). The Brookfield synchro-lectric viscometer method has been already described elsewhere (Edoga, 1997).
The viscosity of 0.25g UF prepolymer sample in 50cm3 of water - Ethylated Urea - Ether - Modified Urea - Formaldehyde Resins,
Softening Temperature/Glass Transition Temperature
Softening temperatures of the resin samples were determined by an appropriate plot of specific volume versus temperature. The temperature at which the plot initially exhibited abrupt change was read as the softening temperature (Ts). Moreover, the softening points of solid UF resins were obtained with a melting point apparatus at a heating rate of 50C minute over a temperature range of 40 - 1500C. The detail of the measurement has been given elsewhere (Edoga, 1997).
The sample was heated beyond the softening point until the resin set (the temperature at this stage was read as the thermosetting point (Tc). These temperatures of each sample were determined in triplicate, after which the simple average was taken as the softening - and thermosetting temperatures, respectively.
Total solids content (TDS)
Silical gel about 25g was added to an evaporating dish, dried in an oven at 1100C for 30 minutes, cooled in a dessicator and weighed. About 7cm3 of the UF resin syrup (w2(g)) was added, dropwise, into the dish and was reweighed. The dish was covered with aluminium foil and placed in an oven at 50 - 600C for most of the volatiles to evaporate, and then to a complete evaporation (to constant weight) (w2(g)) was attained at 1100C. Percentage weight by weight of the resins solids content was calculated from this simple relation:
% TDS = w2(g)/ w1(g) · 100 Eq.(2)
Determination of free formaldehyde content
50cm3 of 1 mole of pure sodium sulphite solution was prepared in 500cm3 - flasks. 3 drops of thymolphthalein indicator were added. The mixture was carefully neutralized by titration with 1N hydrochloric acid until the blue color of the indicator disappeared.
25g portion of the resin sample at pH 7.1 obtained at the end of the reaction was added to the sodium sulfite solution. The resulting mixture was titrated with 1N hydrochloric acid until complete decolorization was obtained.
The free formaldehyde (%) content was calculated from the formula given below:
%CH2O = [Net (cm3) acid·Normality of acid·3.0]/( weight of sample)·100 Eq. (3)
Density/Specific Gravity
The density of the UF resin sample was determined at 25°C using specific gravity bottle: The specific gravity of the same sample was determined based on the relation:
Specific gravity = (Density of the resin at 25°C)/(Density of water at 4°C) Eq. (4)
Results and Discussion
Resin Characterization - NMR and IR
Figure 1 gives the protion NMR spectra of the UF products obtained at various synthesis conditions. The solution state spectrum of the conventional/commercial UF resin I is given in Figure 1 (a). The appearance of diminished peaks of amine groups (-NHCH2.NH2; 1.3ppm) and the presence of diminished methylene protions ( - CH2; 2.2) indicate that there is reaction due to polycondensation cum methylenization (Fig 1 (a) ). The diminished nature of the peak of amine group and methylene groups is indicative that not all the methylol groups (-NHCH2.OH; 3.7ppm) had been polycondensed. This is evident in the appearance of peak at 3.7ppm whereas the diminished appearance of peak at 2.2ppm signifies low level of methylenization.

Figure 1(a). Proton NMR Spectra - NMR Conventional/Commercial UF Resin I
For the UF resin sample synthesized at pH 1.0, F/U molar ratio 1.0 and at 500C (UF resin II), the spectrum differs from that of the UF resin I in four distinct regions. These are due to : (1) disappearance of the integral trace for the amine groups (-NHCH2NH2:1.7ppm); (2) prominent appearance of essentially equal amount of two different methylene hydrogens (2.3 - 2.5ppm); (3) diminished height and multiplicity of peaks around 3.8ppm with a shoulder at 3.5ppm which may be due possibly to a free OH group; (4) initiation of a small peak at 6.00ppm due to secondary amide hydrogens (-NHCONH2:6.0ppm).
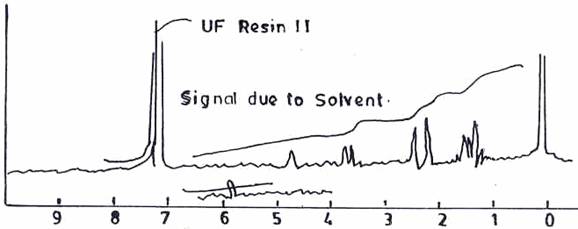
Figure 1(b). Proton NMR Spectra - UF Resin II (pH 1.0, F/U Molar Ratio 1.0, 50°C)
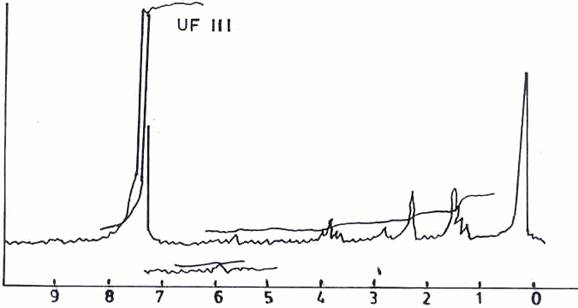
Figure 1(c). Proton NMR Spectra - UF Resin III (UF II Modified with EUER)
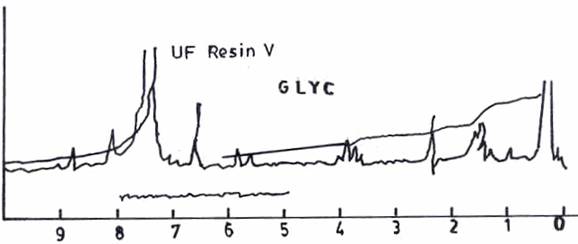
Figure 1(d). Proton NMR Spectra - UF Resin V (UF II Modified with GLYC)
For the non-formation of a band at about 1.7ppm on reacting urea and formaldehyde in acidic medium cum its replacement with bands at 2.3ppm and 2.5ppm (Figure 1(b)), is consistent with the formation of methylene between secondary -, and/or tertiary amide hydrogens. Consequently, the diminished appearance of the peak at 5.0 - 4.0ppm due to primary amide hydrogens in Figure 1(b) also shows that the UF structure is becoming more cross-linked due to the methylenization reaction.
On modifying the UF resin II during synthesis with EUER (UFIII) (Figure1(c)) and GLYC (UFV)(Figure 1(d)), peaks at 2.2- 2.4ppm and 9ppm, (i.e those due to methylene protons and methylene ether, respectively) are significantly increased which is consistent with the incorporation of methylene rich - modifiers into the UF resin (Figure 1(c)). In general, the only clear distinctions between spectra for UF Resin II/UF resin III and UF resin I is the presence of diminished peaks for methylene groups at 2.2 ppm.
The IR spectra of the same UF resin samples for which NMR spectra were recorded are given in Figure 2. The spectrum of the conventional/commercial UF resin (UFI) shows a broad peak at 3360 - 3390cm-1 due to hydrongen bonding; and the appearance of sharp peaks in the region of 2600 - 2190 cm-1 due possibly to the presence of primary -, and/or secondary amides. However, when the reaction was conducted in acid medium (pH1.0), the spectrum of UF resin II (Figure 2(b)) in the 3360 - 3390 cm-1 region is sharper than that of the UF resin I (Figure 2(a)) in 3389 cm-1. One strong absorption is observed at 1610cm-1 which has been assigned to carbonyl C=O stretching vibration indicating the presence of tertiary amide. The present IR spectra resemble those of cured UF resin obtained by Brown et al. (1991). Consequently, the IR absorptions are supportive of the 1NMR assignments earlier made.
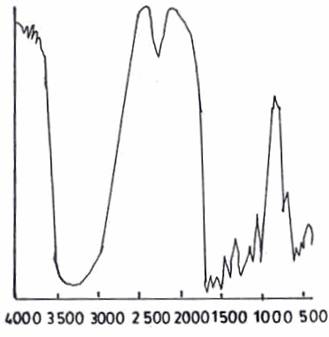
Figure 2(a). Infrared Absorbtion Signal of Modifier UF Adhesives - Conventional/Commercial UF Resin I
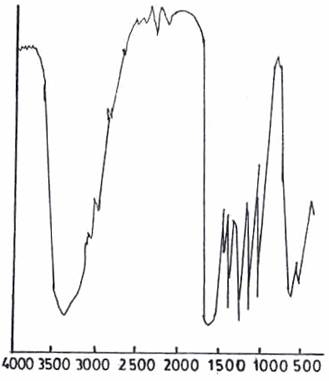
Figure 2(b). Infrared Absorbtion Signal of Modifier UF Adhesives - UF Resin II
(pH 1.0, F/U Molar Ratio 1.0, 50°C)
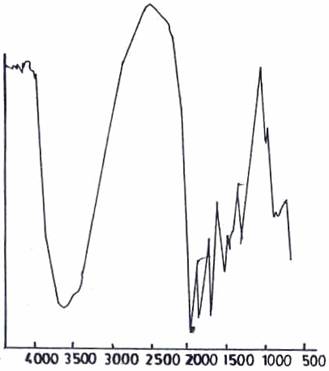
Figure 2(c). Infrared Absorbtion Signal of Modifier UF Adhesives - UF Resin III
(UF II Modifier with EUER)
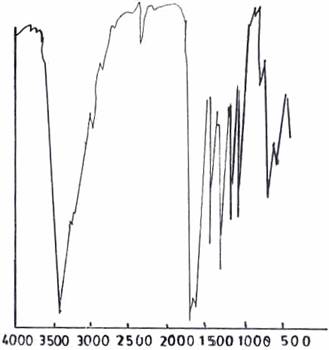
Figure 2(d). Infrared Absorbtion Signal of Modifier UF Adhesives - UF Resin V
(UF II Modifier with GLYC)
Physicochemical Properties
The softening temperature (Ts) of the prepolymer solution in the present study is referred to as the temperature at which the plot of specific volumes versus temperatures initially exhibited abrupt slope change (Figure 3.).
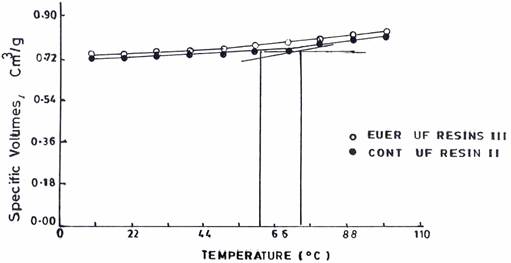
Figure 3. Plot of specific volumes versus temperatures of Neat Resins (UF II);
Plot of specific volumes versus temperatures of EUER modified UF resin
Modification of the UF resin II with EUER during resin synthesis caused a decreased in the softening temperature (Figure 4). The reduction in softening temperature of the EUER - modified base resin may be attributed to the incorporation of ether - linkage present in EUER into the UF resin structure. The present NMR spectrum (Figure 1(c)) is supportive of this finding. As a consequence, the presence of the ether bridge would enhance the flexibility of the UF prepolymer chain, and hence cause reduction in the softening temperature. The corporation of GLYC into the UF resin chain showed the same trends as that of EUER - modified resin (Figure 3). The viscosity average molecular weights are given in Table 2.0. From the table, it can be seen that modification with EUER decreased the viscosity average molecular weight. A comparison of the effects of the flexibilizers on the softening temperature and viscosity average molecular weight indicates that there is a correlation between these properties.
The relationship between the logarithmic viscosity and time during cure of the various resins is given in Figure 4.
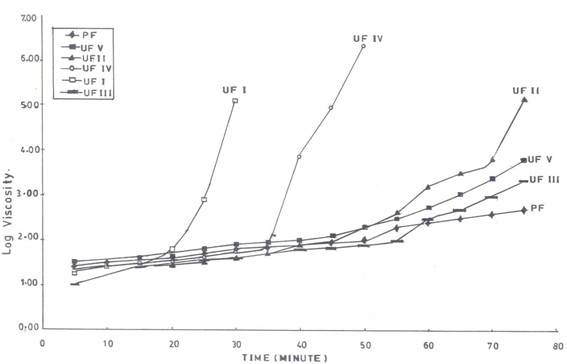
Figure 4. Log viscosity as a function of time during PF Resin cure
From the figure 4, it can be seen that for PF resin, there was continuous dependence of viscosity with time during cure over a period of 75 minutes. This unique behaviour might be attributed to the internal plasticization of PF resin by the water absorbed by sodium hydroxide (Pratt et al., 1985). Ordinarily, if PF resin is truly a product of polycondensation of trifunctional phenol with difunctional formaldehyde, a sharp break in viscosity would be expected at the point of infinite network formation. Truly speaking, the chemistry of the continuous dependence of viscosity of PF resin with time during cure is not yet fully understood. For the UF resin, such as UF resin I, UF resin IV, there is an abrupt discontinuity in viscosity during cure just after about 20 and 40 minutes, respectively, at most (Figure 4). This behaviour or the apparent change in cure rate is attributed to attainment of the minimum threshold concentration of UF 50l required to produce structural development and gelation. For UF resin II (cured in the absence of acid curing agent), although this discontinuous viscosity behaviour occurred, it was not as sharp as those of UF resin I and UF resin IV (i.e UF resin II cured with NH4Cl). The singular reason being that the presence of the buffer cum the sodium hydroxide solution used in adjusting the pH to neutral would have plasticized the resin thereby slowing the cure rate.
The UF base resin property - behaviour (UF resin II and UF resin IV) is not surprising since the polycondensation reaction of UF concentrate and urea was based directly on equivalent ratio of urea to formaldehyde. As a consequence, it is expected that the high viscosity average molecular weight, high softening temperature and abrupt discontinuity in viscosity will lead to increased bond strength between molecules resulting in more rigid and thermally stable compound. To overcome the rigidity of the resin chain, EUER and GLYC flexibilizers, were properly incorporated into the UF resin structure.
Modification of the UF resin II during synthesis with flexibilizers - EUER and GLYC, showed similar trends like that of PF resin. This similar behaviour might be attributed to, apart from the presence of the buffer and NaOH, the proper incorporation of methylene, ether bridges in the UF resin structure would have definitely increased its flexibility, and hence lowered the viscosity.
Conclusions
The overall conclusions emerging from the present study are that:
1. NMR and infrared spectra of UF resin samples show difference in the chemical structure of UF resin I, UF resin II. Moreover, modifying UF base resins by adding EUER, GLYC, during resin synthesis and post - addition of KAOL to the conventional commercial (UF resin I) caused variations of the softening temperatures, viscosity average molecular weight and log viscosity of the resins with time of cure. These suggest that formation of bonds between the resins and the modifiers occurred that altered these properties.
2. Modification of UF resin by incorporating flexibilizers, typical of EUER and GLYC, during resin synthesis (and were cured without curing agents produced resins comparable (in terms of continuous dependence of viscosity with time during resin cure) to PF resin.
References
[1] Atapex Harwood Particleboard (Technical Data), 1995.
[2] Characterization of the UF Resins, African Timber & Plywood, a Division of UAC Nigeria Ltd, Sapele-Nigeria.
[3] Brown V. M, Crump, D. R. & Gardiner D., 1991.
[4] Effects of Temperature and Humidity on the chemical structure of Urea Formaldehyde Foam, Journal of Polymer Degradation and Stability 33, 1991, p. 1-15.
[5] Ebewele R .O., Myers G. E; River B. H, Kontsky J. A., Polyamine - Modified Urea - Formaldehyde Resins, part II: Resistance to the stress induced by Moisture Cycling of Solid Wood Joints and Particleboard, Journal of Applied Polymer Science, 43, 1991, p. 1483.
[6] Edoga M. O., Ebewele R. O., Anosike R. N., Comparison of Modifiers for Stability - Durability Improvement. Stability Improvement of Urea - Formaldehyde Adhesives for Wood Products, International Association of Modeling and Simulation Techniques in Enterprises, 69160 Tassin-la Demi-lure, France, Vol. 62, No. 1, 2001, p. 45-60.
[7] Stability - Improvement of Urea-Formaldehyde Adhesive for Wood Products, Ph.D Thesis Presented to Ahmadu Bello University Zaria, Nigeria, 233P, Research & Industrial Instrument Company, 1967.
[8] Pratt T. J., Johns W. E., Rammon R. M., Plageman W. L., Journal of Adhesives, 17, 1985, p. 275 - 295.