Mechanical Properties of Mahogany (Swietenia Macrophylla) and Araba (Ceiba Pentandra) Dusts Reinforced Polyester Composites
Isiaka Oluwole OLADELE 1,2*, Joseph Ajibade OMOTOYINBO 1,2, and Mayowa Pius BORISADE1
1 Federal University of Technology, Department Metallurgical and Materials Engineering, Akure, Nigeria.
2 African Materials Science and Engineering Network (AMSEN): A Carnegie-IAS (RISE) Network
E-mails: wolesuccess2000@yahoo.com*; ajibadeomotoyinbo@yahoo.com; mayowapiusborisade@yahoo.com
* Corresponding author: Phone: +2348034677039
Abstract
Comparative study of the reinforcement efficiency of hardwood and softwood dusts on the mechanical properties of polyester composites was investigated. Chemical treatment of the wood saw dusts were also carried out in order to further consider the possibility of surface modification of the saw dusts. Mahogany (Swietenia Macrophylla), a species of hard wood and Araba (Ceiba Pentandra), a species of soft wood saw dusts were selected and treated with a mixture of 1.0 M of NaOH and HCl at elevated temperature of 70°C for 3 hours followed by washing with distilled water and sieving before sun drying. The dried wood saw dusts was further oven dried at 60°C for 1 hour and pulverized with laboratory ball mill before being sieved with a mesh of grain size of 150 µm. The composites were produced by mixing the particulate fibres and the polyester matrix in predetermined proportions. Mechanical tests were carried out on the cured samples in order to determine properties such as: tensile, hardness and flexural. Scanning Electron Microscope (SEM) was used to observe the miscibility or otherwise between the fibre and matrix at the fractured surfaces. From the analysis, treated hardwood saw dust samples gave possess better tensile properties while soft wood saw dusts in the treated and untreated reinforced composites produced the best results in flexural. The hardness result revealed a marginal improvement in the untreated hardwood dust sample.
Keywords
Wood-dusts; Reinforcement; Polyester; Composites; Mechanical properties.
Introduction
In our everyday life, timber plays a significant role. However, timber resources are getting continuously depleted while the demand for the material is ever increasing. According to literature, by the beginning of the next century, there will be scarce of wood in the world [1]. This situation has led to the development of alternative material using waste product from wood to improve the mechanical properties of plastics. This is because plastics claim a major share as wood substitutes. Plastics are used for almost everything from the articles of daily use to the components of complicated engineering structures and heavy industrial applications. For this reason, there arises the need to improve on their mechanical properties, by the use of natural fibres. The development of composite materials and related design and manufacturing technologies are the most important advancements in the history of material.
The use of natural fibres as reinforcement of polymeric materials for automotive application, pressure pipe, water storage tanks, bottle caps and packaging is becoming more interesting. The significance aspect of this commonly employed composite material is to ensure that stresses on the composites materials are transmitted via fibre polymer matrix interface to the reinforcing fibres, which enhances the stiffness and strength of the material.
Thermoplastic polymers reinforced with natural fibres present mechanical properties similar to the properties obtained by adding other inorganic fillers (talcum, calcium carbonate, glass fibre, etc) or synthetic fibre (polyester, polyamide, etc) but with low density, and above all very good mechanical properties. Natural fibre reinforced thermoplastics, in comparison with their competitors, have a lower part energetic content that, in manufacturing, does not cause substance harmful effect to health and they are biodegradable, though of different degrees.
Wood fibre (WF) is an attractive reinforcement material because of its low density, low cost, high specific strength and modulus, renewable and biodegradable character due to low degradation when recycled and reasonable process-ability [2]. Wood is natural three-dimensional polymeric composite and consists primarily of cellulose, hemi-cellulose and lignin. In addition, wood is an original and natural composite. Cellulose is the main component. The trees used as raw material by the forest industry are often classified as either softwoods or hardwoods. Softwoods or conifers belong to the group of plants known as gymnosperms (flowerless seed-bearing plants). These include pines, cedars larches, araba (Ceiba Pentandra) and firs. On the other hand, hardwoods belong to the group of plants called angiosperms (flowering plants). They include broad-leaved tree species such as oak, maple, beech, walnut, mahogany (Swietenia Macrophylla), teak and balsa.
The name softwood does not imply that wood of such a tree is softer than that from a hardwood. Indeed, the wood of some softwood trees can be harder than that of some hardwood trees. All trees are formed mostly of cells whose length runs parallel to the stem. A smaller number of cells run perpendicular to the stem. Hardwood trees have a greater variety of types of vertically aligned cells than softwood trees. This greater variety often produces attractive grain patterns when wood is cut and finished along the length of these cells (the grain). However, this work seeks to look into the effect of these wood saw dusts on the reinforcement potential in polyester.
The interest in natural fibre reinforced polymer composites is growing rapidly due to the high mechanical performance, significant processing advantages, low cost and abundance of natural fibre [3]. Natural fibres are relatively cheap, pose no health hazards and finally, provide a solution to environmental pollution by finding new uses for waste materials. Fibres obtained from the various parts of the plants are known as vegetable fibres. Many of the plant fibres find application as a resource for industrial materials [4].
Wood plastic composites (WPCs) are made of ground-up Wood particles (Wood flour), a polymer thermoset or thermoplastic matrix, and potentially additional reinforcing fibers. The demand for WPCs has rapidly grown in recent years, due to their moisture resistance, low maintenance costs, durability, and ability to make use of normally discarded wood scraps [5-9]. Natural fibre reinforced polyester is widely used in numerous production including: home furnishings, water pipes for domestic water supply, bottle caps, natural gas distribution pipe systems and heat-resistant fireworks display mortars [10].
The aim of the research was to improve the mechanical properties of polyester for structural applications using selected wood saw dusts from plant fibres. The choice of wood saw dusts are informed by their ready availability, low density and relatively low cost.
Material and Method
The wood sawdust used: soft wood sawdust of araba (Ceiba Pentandra) and hard wood sawdust of mahogany (Swietenia Macrophylla), were obtained from sawmill during milling operation in Akure, Ondo State, Nigeria. They are readily available in south-west Nigeria. The samples were first sun-dried before carrying out the chemical treatment.
Chemical Treatment
NaOH and HCl are among the chemicals that are usually employed for chemical treatments which are usually carried out in batches. However, this work was put together to investigate the synergistic effect of bring together these chemicals in a distinct treatment condition economically. Chemical treatment was carried out using a mixture of 0.75 molar solutions of NaOH and 0.25 molar solutions of HCl. The solutions were prepared separately before mixing together.
This was used to treat the saw dust so as to reduce the lignin and hemi-celluloses contents that are present for effective binding of the matrix/fibre interface. Treatments were carried out on both hard and softwood saw dusts for three hours each while some samples were left untreated. The treatment was carried out as follows:
Mass of fibres used: 120 g wood sawdust of each sample was used.
Formulation of the chemical used: 0.75 M NaOH + 0.25 M HCl = 1 M of the mixture.
Each sample was treated by adding 350ml of distilled water to the chemical in order to make up to 450 ml, after which the samples were added and stirred properly inside the beaker before they are placed inside shaker water bath at 70°C for 3 hours. The sample was washed thoroughly with distilled water and oven-dried at 60°C maintained for 1 hour, for further process.
Pulverizing of the Sawdust
The dry sample of the sawdust was pulverized using ball mill and sieved with mesh of grain size 150 µm.
Production of Composites
The formulation for the production of each sample for the treated and untreated hardwood species was as shown in Table 1. The same formulation was used for the other sets of samples from treated and untreated softwood species. Quantities of each of the materials; unsaturated polyester resin, catalyst and accelerator were kept constant as 120 g, 3g and 3 g. The mould was cleansed and coupled together to form the required flexural shape. The surface is coated with polyvinyl acetate to serve as releasing agent. The mixture of the unsaturated polyester resin, accelerator and catalyst was stirred properly before the fibre was added. The fibre was then introduced and stirred thoroughly in other to obtain homogeneous mix and to allow for proper dispersion of fibre with the mixture of the matrix. The prepared formulation of the resin containing curing additives (catalyst and accelerator) and wood sawdust was poured to fill the flexural mould of length 150 mm, breadth 50 mm and thickness 3 mm. Once the mould is filled, the time that will take to cure is taking and the values were as shown in Table 1. When fully cured, it was stripped from the mould and allowed to solidify naturally for 30 days in the laboratory. Two flexural test samples were produced for each representative samples.
Table 1. Experimental design and curing time of samples
|
Samples |
Fibre content (%) |
Curing time (min) |
|
Hardwood Sawdust Treated (HT) |
1 |
55 |
|
3 |
53 |
|
|
4 |
50 |
|
|
6 |
45 |
|
|
Hardwood Sawdust Untreated (HU) |
1 |
58 |
|
3 |
56 |
|
|
4 |
52 |
|
|
6 |
48 |
|
|
Softwood Sawdust Treated (ST) |
1 |
60 |
|
3 |
58 |
|
|
4 |
54 |
|
|
6 |
52 |
|
|
Softwood Sawdust Untreated (SU) |
1 |
65 |
|
3 |
63 |
|
|
4 |
61 |
|
|
6 |
58 |
|
|
Control |
- |
70 |
Mechanical Testing and Structural Characterization of Cast Samples
Following the moulding of the composites, samples were prepared for tensile, flexural and hardness tests. Scanning Electron Microscope (SEM) was used to investigate the miscibility between the fibre and matrix at the fractured surfaces. These tests were carried out as follows:
(a) Determination of the tensile properties of the materials. In the present study, tensile tests were performed on INSTRON 1195 at a fixed Crosshead speed of 10 mm min-1. Samples were prepared according to ASTM D412 (ASTM D412 1983) and tensile strength of the standard and conditioned samples were calculated.
(b) Determination of the flexural property of the materials. Flexural test was carried out by using Testometric Universal Testing Machine in accordance with ASTM D790. To carry out the test, the grip for the test was fixed on the machine and the sample that has been cut into the test piece dimension of 150 mm x 50 mm x 3 mm, was hooked on the grip and the test commenced. As the specimen is stretched the computer generates the required data and graphs. The Flexural Test was performed at the speed of 100 mm/min.
(c) Determination of the hardness property of the materials. Hardness test was carried out in accordance with ISO R 868, using shore D. The test was carried out by impressing the sample with the tip of the indenter for five seconds before taking the readings from the calibrated scale. Ten readings were taking for each sample and the average value was used.
Results and Discussion
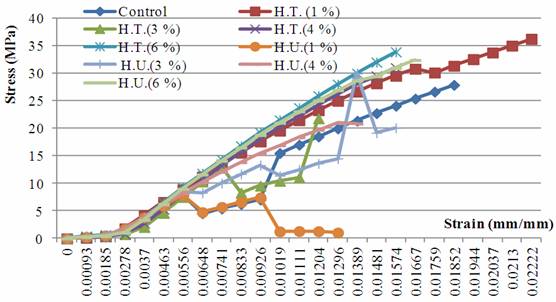
The tensile stress-strain graph for treated and untreated hardwood saw dusts polyester composites is shown in Figure 1. From the graph, it was observed that the sample reinforced with 1 wt% of treated hardwood gave the best tensile stress result with a value of 36.27 MPa before fracture. This value is greater than that of the control sample with a maximum tensile stress value of 27.91 MPa. This show that the treated hardwood dust reinforcement; gave better enhancement to the tensile property of the polyester composite.
.
|
|
|
Figure 1. Variation of stress-strain with fibre content for both treated and untreated hardwood dust samples |
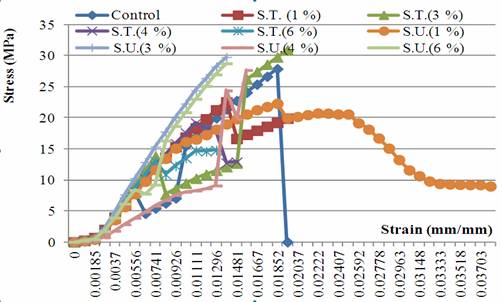
The tensile stress-strain curve for treated and untreated softwood saw dusts polyester composites was given in Figure 2. It was observed from the graph that the sample reinforced with 3 wt% of treated softwood gave the best tensile stress result with a value of 30.96 MPa before fracture. This value was marginally more than that of the control sample with a maximum tensile stress value of 27.91 MPa.
|
|
|
Figure 2. Variation of stress-strain with fibre content for both treated and untreated softwood dust samples Composites |
|
|
|
Figure 3. Variation of ultimate tensile strength with fibre content for both treated and untreated hardwood and softwood dusts samples |
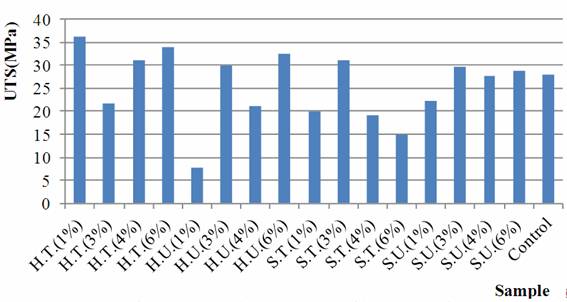
From Figures 1-3, it was observed that the ultimate tensile strength property was best for sample developed with 1 wt% treated hardwood dust with a value of 36.27 MPa compared to the control sample with a value of 27.91 MPa.
The plot of tensile modulus of the samples of treated and untreated hardwood and softwood dusts are presented in Figure 4.
|
|
|
Figure 4. Variation of tensile modulus with fibre content for both treated and untreated hardwood and softwood dusts samples |
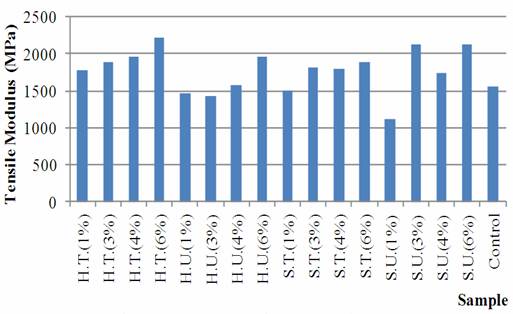
From the graph, reinforced sample with 6 wt% of treated hardwood gives the highest value with a modulus of 2213.67 MPa. This show that the tensile modulus property has been highly enhanced when compare to the result obtained for the control sample that has a modulus of 1563.08 MPa. It was observed that most of the reinforced samples have higher modulus than the control sample.
Effect of fibre surface modification on tensile properties. The tensile test results have shown that chemical treatment enhances the tensile properties of the composites; as samples from chemically treated hardwood dust emerged as the best in all the tensile properties considered. This distinction can be explained as follows: During mercerization, the NaOH reacts with hydroxyl groups of the cementing material hemicelluloses, which brings about the destruction of the cellular structure, thereby splitting the fibres into filaments [11]. This phenomenon is termed as fibrillation, which breaks the untreated fibre bundle down into smaller ones by the dissolution of the hemicelluloses. This fibrillation increases the effective surface area available for contact with the matrix [12]. The removal of lignin and hemicelluloses affects the tensile characteristics of the fibres. When the hemicelluloses fractions are removed, the spaces between the cellulose region is likely to be less dense and rigid which can cause the fibrils to be well arranged by rearranging themselves along the direction of tensile deformation. Vazquez et al. [13] and Cyras et al. [14] reported that the alkaline treatment on sisal fibres causes fibrillation and a collapse of the cellular structure due to the removal of the cementing materials. Mercerization also increases the percentage crystalline character of fibres because of the removal of cementing materials, which leads to better packing of cellulose chains. An increase in crystalline character for fibre was also observed by Rong et al. [15]. This causes an improvement in fibre-matrix adhesion of the composites. Here, it was observed that treated hardwood saw dust composites gave better improvement in fibre-matrix adhesion than the softwood saw dust samples.
Flexural properties. Flexural test is a mechanical test that is carried out in order to determine the bending properties of a material. The result provides information on the flexural strength-at-peak, flexural strength-at-fracture and flexural modulus. Figure 5 reveals the variation of flexural strength-at-peak for the materials. Flexural strength-at-peak is the maximum stress a material can withstand when subjected to bending stress. Flexural strength is the ability of the material to withstand the bending forces applied perpendicular to its longitudinal axis.
|
|
|
Figure 5. Variation of Flexural strength at peak with fibre content for both treated and untreated hardwood and softwood dusts samples |
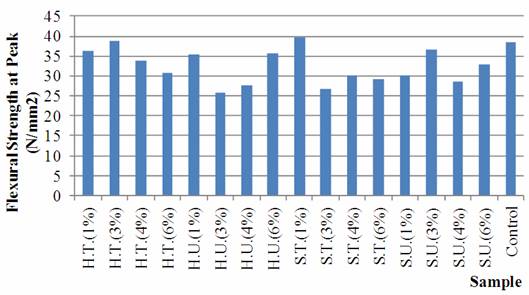
From the result, it was observed that the flexural strength-at-peak was marginally enhanced in treated softwood sawdust for 1 wt% reinforced sample which gave the highest bending strength at peak of 39.80 N/mm2 than the control sample with a value of 38.39 N/mm2. This result shows that the flexural strength at peak was better enhanced at low fibre content. This result is in agreement with the findings of Mohd et al.[16] for oil palm reinforced epoxy composites, who reported that flexural strength showed a decreasing trend as volume fraction of the fibre was increased. Thiwe et al. [17] reported that the decrease in the flexural properties at high fibre content implied poor fibre-matrix adhesion which promotes micro crack at the interface and the non-uniform stress transfer due to fibre agglomeration within the matrix. Similar report was made by Mohanty et al. [18] for jute fibre reinforced polyester matrix. In the case of composites, the flexural properties are controlled by the resistance to inter-laminar failure. Therefore, high flexural strength of treated fibre-reinforced composites is due to the better interfacial adhesions in the composite [11].
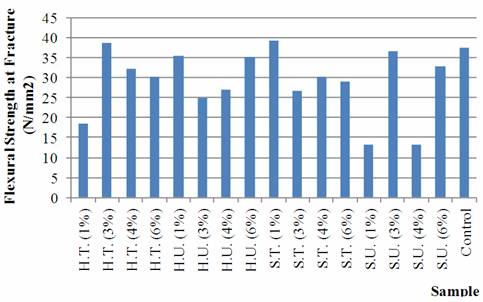
Figure 6 shows the results of the variation of flexural strength-at-fracture for the samples. Flexural strength-at-fracture is the maximum stress a material can withstand before it fractured when subjected to bending stress. From the result, similar trend to what was obtained for the flexural strength-at-peak was observed. It was noticed that sample with 1 wt% of treated softwood gives the highest bending strength-at-fracture with a value of 39.45 N/mm2 while the control sample has a value of 37.58 N/mm2.
|
|
|
Figure 6. Variation of flexural strength at fracture with fibre content for both treated and untreated hardwood and softwood dusts samples |
Flexural modulus is the property that measures the stiffness of a material at the region of elasticity, when subjected to bending stress. From Figure 7, the same trend was observed in treated and untreated hardwood sawdust where flexural modulus was noticed to have increased as the fibre content increased.
|
|
|
Figure 7. Variation of flexural modulus with fibre content for both treated and untreated hardwood and softwood dusts samples |
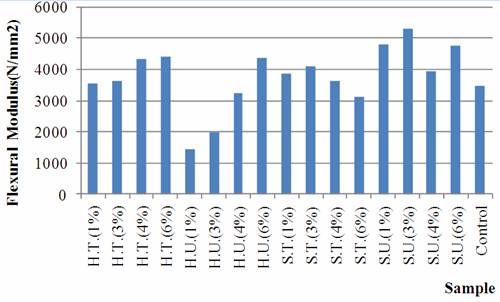
Also, in the softwood reinforced sample results, the same trend was noticed for both treated and untreated softwood sawdust reinforcements. Here, there was an increase from 1 wt% to 3 wt% followed by a decrease at higher loading. However, it was observed that sample reinforced with 3 wt% of untreated softwood has the highest flexural modulus value of 5303 N/mm2 while the unreinforced polyester matrix that served as the control sample have a flexural modulus value of 3460.3 N/mm2. The results show that untreated softwood sawdust gave a better enhancement of flexural modulus. From the result, treated and untreated softwood dusts gave better flexural properties results more than the hardwood dusts.
Hardness property. Hardness is the resistance of a material surface to abrasion, scratching and indentation (local plastic deformation). It is often measured by pressing a pointed diamond or hardened steel ball into the surface of the material. Figure 8 revealed the hardness of the composites.
|
|
|
Figure 8. Variation of hardness property with fibre content for both treated and untreated hardwood and softwood dusts samples. |
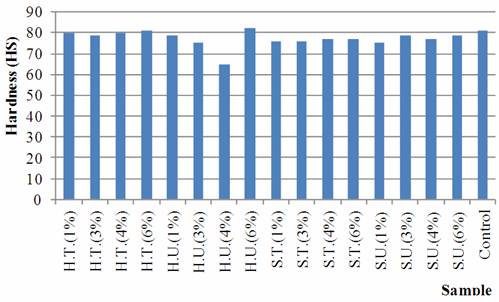
From the result, it was noticed that all the samples except the one containing 4 wt% untreated hardwood have a very good hardness character with respect to the unreinforced polyester material that serves as the control. However, the best result was obtained from the 6 wt% untreated hardwood dust reinforced composites with a value of 82 HS, followed by the 6 wt% treated hardwood dust and the control samples that both have 81 HS respectively. Hardness of a composite depends on the distribution of the reinforcing material in the matrix. Usually, the presence of a more flexible matrix causes the resultant composites to exhibit lower hardness [19,20].
Curing Time. Cure is often called vulcanization or cross linking. It is an intermolecular reaction caused by the introduction of chemicals which link or tie independent chain molecules together causing the polymer to form molecular networks. The critical parameters relating to the curing process are; the time elapsed before the curing process starts, the rate at which the process occurs and the extent to which the cross linking occurs. There must be sufficient time before the process begins to allow the mixing of all the ingredients of the rubber compound, the forming of the ultimate product and moulding before curing takes place. The process should be rapid but well controlled. Curing is a process in which polymer molecules are Cross-linked by the addition of sulphur or other equivalent curative agents. This makes the bulk materials harder, durable and more resistance to chemical attack [21]. Result of the curing time in Figures 9 show similar trend in the four groups of samples that were investigated. It was obvious that curing time decreases as the fibre content increases.
|
|
|
Figure 9. Variation of curing time with fibre content for both treated and untreated hardwood and softwood dusts samples |
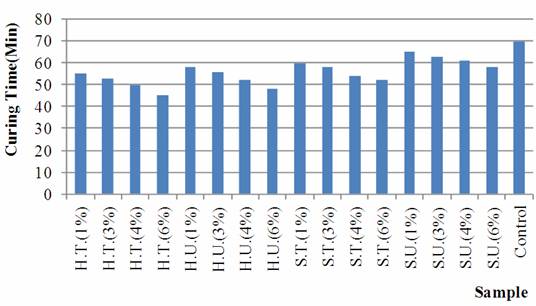
Also, the unsaturated polyester matrix has the highest curing time of 70 minutes which shows that the addition of the fibres has actually led to the decrease in the curing time. The least time was obtained for the treated hardwood samples while the highest time was recorded for the untreated softwood samples. The samples with the least curing time and hence, the best curing time were samples with 6 wt% and 4 wt% for the treated hardwood saw dust reinforcement with a value of 45 minutes and 50 minutes respectively.
This early curing time was due to high polymer-fibre interaction that exists between the unsaturated polyester and the treated hardwood saw dust. This is in actual fact been expected as chemical treatment has washed away the unwanted natural composite matrix (lignin) which covers the cellulose and hence, prevent proper binding between the polyester matrix and the fibre. Sample with 1 wt% of untreated softwood dust takes the longest time to cure next to the unsaturated polyester matrix with a value of 65 minutes. This is due to the lower polymer-fibre interaction due to the presence of lignin which makes it difficult for fibre to disperse effectively into the matrix of the polymer. Figure 10 shows the SEM micrograph of the wood sawdust-polyester composites (a-d).
|
(a) Treated Softwood Sawdust Composite |
(b) Untreated Softwood Sawdust Composite |
|
(c) Treated Hardwood Sawdust Composite |
(d) Untreated Hardwood Sawdust Composite |
|
Figure 10. SEM micrograph of wood sawdust-polyester composites |
|
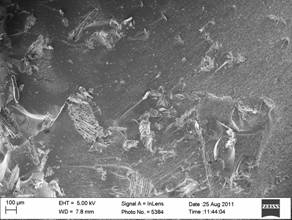
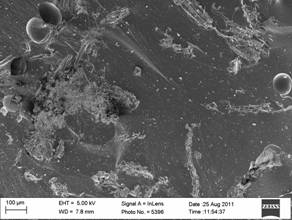
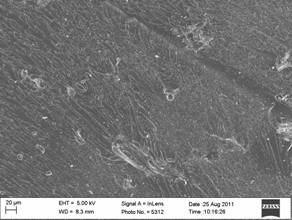
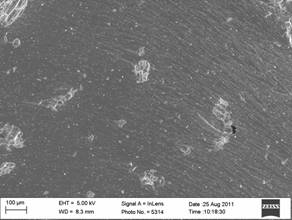
From the micrograph, it was notice that there is dispersal of the wood saw dust (white particle) in the polyester (black surface). Mechanical tests revealed that treated wood dusts has better properties and, it was observed that the treated wood saw dusts (hard and soft) are better wetted by the polyester matrix than the untreated wood saw dusts, which was responsible for the better enhancement of the properties.
Conclusions
This work has actually revealed the potential utilization of wood saw dusts as reinforcement in polyester composites. The results have shown that wood saw dusts can be employ in order to improve on the mechanical properties of polyester matrix composites. This was observed because the treated and untreated hardwood and softwood saw dusts lead to improvement in the mechanical properties of the composites.
Ø The work have revealed that, the use of specified wood saw dusts can be helpful in knowing which wood saw dust will be good for any particular areas of application. Softwood saw dusts of araba (Ceiba Pentandra) is good for the enhancement of flexural properties while hardwood saw dusts of mahogany (Swietenia Macrophylla) is good for the enhancement of tensile and hardness properties particularly in unsaturated polyester matrix.
Ø Due to better blending between fibre and matrix at low fibre content, composites with 1 wt% and 3 wt% fibre content gave the best result in most cases, except for tensile modulus and hardness where 6 wt% happened to be the best.
Ø The result revealed that curing rate is highly influenced by the fibre. It was observed that curing time decreases as the fibre content increases. Also, chemical treatment enhance fast curing rate. This was the case because samples from the chemically treated fibres have low curing time. Treated hardwood dust reinforced samples have the least and the best curing rate outcome.
Acknowledgements
The authors wish to acknowledge the African Materials Science and Engineering Network (AMSEN), for financial support for this research work.
References
1. Sharifah H.A., Martin P.A., Simon R.P., Modified polyester resins for natural fibre composites, Composites Science Technology, 2005, 65, p. 525-535.
2. Selke S., Yam K., Nieman K., ANTEC’89, Society of Plastics Engineers, 1989, p. 1813-1815.
3. Amar K.M., Manjusri M., Lawrence T.D., Natural Fibre, Biopolymers and Biocomposites, CRC press, Taylors and Frances, 2005, p. 450-456.
4. Bledzki A.K., Reinhmane S., Gassan J., Thermoplastics reinforced with wood fillers: Plastics Technology Engineering, 1998, 37, p. 451-468.
5. Kim J.K., Pal K., Process and machinery used for WPC, In: Recent advances in the processing of wood-plastic composites, engineering materials, Heidelberg, Berlin: Springer, 2011, 32, p. 59–75.
6. Alvarez-Valencia D., Dagher H.J., Lopez-Anido R.A., Davids W.G., Gardner D.J., Behavior of natural-fiber/thermoplastic sheet piling, In: Proceedings of the Composites & Polycon., Tampa, FL, USA, , 2009, p. 1-16.
7. Deng S., Tang Y., Increasing load-bearing capacity of wood-plastic composites by sandwiching natural and glass fabrics, J Reinf Plast Compos, 2010, 29(20), p. 3133-3148.
8. Lee B.-H., Kim H.-J., Yu W.-R., Fabrication of long and discontinuous natural fiber reinforced polypropylene biocomposites and their mechanical properties, Fibers Polym 2009, 10(1), p. 83-90.
9. Singh S., Mohanty A.K., Wood fiber reinforced bacterial bioplastic composites: fabrication and performance evaluation, Compos Sci Technol, 2007, 67(9), p. 1753-1763.
10. Rowell R.M., Young R.A., Rowell J.K., Paper and composites from Agro-based resources, RCR press, Boca Raton, F.L., 2005, p. 1234-1238.
11. Sreekumar P.A, Selvin P.T., Saiter J.M., Kuruvilla J., Unnikrishnan G., Sabu T., Effect of fibre surface modification on the mechanical and water absorption characteristics of sisal/polyester composites fabricated by resin transfer moulding, Composites Part A: 2009, 40, p. 1777–1784.
12. Cao Y., Shibata S., Fukumoto I., Mechanical properties of biodegradable composites reinforced with bagasse fibre before and after alkali treatments, Composites Part A: Applied Science Manufacturing, 2006, 37, p. 423–429.
13. Vazquez A., Dominguez V., Kenny J.M., Bagasse fiber-polypropylene based composites, Journal of Thermoplastic Composite Materials, 1999, 12, p. 477-497.
14. Cyras V.P, Iannace S., Kenny J.M., Vazquez A., Relationship between processing and properties of biodegradable composites based on PCL/starch matrix and sisal fibres, Polymer Composites, 2001, 22(1), p. 104-410.
15. Rong M.Z., Zhang M.Q., Liub Y., Yang G.C., Zeng H.M., The effect of fibre treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites, Composite Science Technology, 2001, 61, p. 1437-1447.
16. Mohd Z.M.Y., Mohd Z., Mohd S.S., Mechanical Properties of Short Random Oil Palm Fibre Reinforced Epoxy Composites, Sains Malaysiana, 2010, 39(1), p.87-92.
17. Thiwe M.M., Liao K., Environment degradation of bamboo/glass fibre hybrid polypropylene composites, Materials Science, 2003, 38, p.363-376.
18. Mohanty A.K., Khan M.A., Hinrichsen G., Influence of chemical surface modification on the properties of biodegradable jute fabrics-polyester amide composites, Applied Science and Manufacturing, 2000, 31, p. 143-150.
19. Premlal H.G.B., Ismail H., Baharin A., A Comparison of the Mechanical Properties of Rice Husk Powder filled Polypropylene Composites with Talc filled Polypropylene Composites, Polymer Test, 2002, 21(7), p. 833-839.
20. Jamil M.S., Ahmed I., Abdullah I., Effects of Rice Husk Filler on the Mechanical and Thermal Properties of Liquid Natural Rubber Compatibilized High-Density Polyethylene/Natural Rubber Blends, Journal of Polymer Research, 2006, 13, p. 315-321.
21. Oladele I.O., Ganiyu S., Balogun O.P., Variation effect of carbon-silica dual phase fillers on the rheological and mechanical properties of natural rubber matrix composites, Researcher, 2011, 3(8), p. 37-42.
22. Oladele I.O., Development of Bone Ash and Bone Particulate Reinforced Polyester Composites for Biomedical Applications, Leonardo Electronic Journal of Practices and Technologies, ISSN 1583-1078, 2013, 22, p. 15-26.