Properties of Rice Husk Ash Stabilized Laterite Roof Tiles
Momoh Omuya RAHEEM 1, Hassan Suleiman OTUOZE 2*, and Usman ABDULHAFIZ 1
1 Department of Chemical Engineering, Ahmadu Bello University, Zaria, Kaduna State.
2 Department of Civil Engineering, Ahmadu Bello University, Zaria, Kaduna State.
E-mails: 1omuyar@yahoo.com; hassanotuoze@yahoo.com*; usmanabdulhafiz@yahoo.com
* Corresponding author: Phone: +2348032895989
Abstract
This paper presents the results of work on the possibility of using of Rice Husk Ash (RHA) in the production of clay roof tiles. The pozzolana content of the ash was determined using X-Ray Fluorescence (XRF) to confirm the key elements of RHA as a good pozzolanic material. The tiles were produced by moulding clay-RHA blends of various proportions of RHA used in wooden moulds. The percentages by weight of RHA added to various mixes were 0, 5, 10, 15, 20, 25 and 30% RHA and the tiles were fired at 900°C, 1000°C and 1100°C in an electric furnace. The water absorption, density, permeability and Transverse Breaking Stress (TBS) of the roof tile produced were tested using manual TBS testing apparatus and weighing balances. The relative trends of the properties tested were dependent on pozzolanic property of RHA and since the sum of the active pozzolanas - SiO2, Al2O3 and Fe2O3 present in the ash is 86.01% and meets 70% minimum recommend by ASTM C618-92a for Class F pozzolana. Most optimal results were obtained at 15% RHA and 900°C temperature for water absorption, density, permeability and Transverse Breaking Stress (TBS).
Keywords
Pozzolana; Rice Husk Ash; Transverse Breaking Stress; Density; Water Absorption Roof Tiles
Introduction
Cement as the major classical binder in construction industry is very expensive. This is because of phenomenal population growth and urbanization which have triggered high demand for cement for several construction purposes to meet up with the need to expand infrastructures [1]. The need to connect the gap between demand and high price has warranted the need to investigate the use of cheaper alternative sources of binder as effective strategy to low-cost infrastructure delivery with properties that are comparatively adequate. RHA is unwanted to agricultural waste and adapting it for usage in the production roof tiles not only reduce cost, equally helps to mitigate the problem of wastes disposal which is of great environmental and health concerns. According to [2], materials such as lime, pozzolana, fly ash, limestone dust, blast furnace slag, rice husk ash, corn cob ash, incinerator ash, billet scales, siliceous and ionic materials have generally being adapted for use in construction works because of their known cementing properties.
Rice is the major staple that is consumed worldwide and is grown on every continent except Antarctica [3]. It is a primary source of food for billions of people, and ranks second to wheat in terms of area and production. Nigeria ranks as the 17th largest rice producing country in the world [4]. Rice is cultivated in virtually all the agro-ecological zones in Nigeria and the most important region for rice production being River Niger basin [5]. Rice husk ash (RHA) is the product of burning of Rice Husk (RH). RHA could be obtained as a waste product from the furnaces of rice parboiling units that utilise RH as their fuel [6]. Rice husk ash (RHA) is about 25% by weight of rice husk when burnt in boilers. RHA is a material with very low bulk density but of high silica content between 70-97% [7] and is a good super-pozzolan [8].
Clay is the earliest building material utilized by man. It is a product of the decomposition of granite rock and up to 75% of the earth's crust is made of alumina and silica, two of the major constituents of the material [9]. It is the cheapest and one of the most durable building materials in use. Thus in order to reduce the high cost of building materials as well as to produce buildings materials that last longer, there has been a recent interest in the use of clay. In [10] was studied the effect of RHA on the properties of burnt Ibaji clay bricks and found that 2% RHA can be used to enhance the properties of the finished bricks.
Laterite as different from clay may be defined as that class of soil or rock geology (pedogenics) in which the cementing materials are the sesquioxides and constitute not less than 50% of its constituents when the sample is chemically analysed [11]. Sesquioxides are chemical substances with empirical formula M2O3 where M = potassium (K), rubidium (Rb) or cesium (Cs). Laterite contains hydrated aluminium and iron oxides and presence of iron can be noticed by the characteristic colour produced by iron in the soils.
Apart from known durability, weather adaptation and unique aesthetics of handmade roof tiles, it contributes to achieving cheap delivery of housing since the materials are comparatively cheaper and readily available.
The aim of the research paper was to investigate and develop cheaper means of roof tiles using rice husk ash (RHA) blended with laterite to reduce construction cost.
Material and Method
Preparation of Rice Husk Ash
Rice husk was incinerated in the furnace at 600°C period of 4 hours. The furnace was left to cool for 24 hours and afterwards the obtained rice husk ash was removed from the furnace. The RHA was then ground and sieved with a 200µm size sieve to remove some of the impurities (like sand) from the RHA sample. Elemental compositions of the ash were carried out using XRF in accordance with the recommendation of [12] to determine its chemical constituents. The XRF was equally carried out on clay specimens as well.
Preparation of Roof Tile Specimens
Laterite obtained from Samaru, Zaria, Nigeria, was pulverized using a mortar and pestle to increase the surface area of the material. It was soaked in water and the impurities were decanted off along with the water. The wet laterite was now sundried. Roof tiles were cast in wooden mould having dimensions of 133mm×80mm×15mm meeting the specifications of [13]. Petroleum jelly was smeared on the inner surface of the mould to facilitate the removal of the roof tile after moulding. 200g of the laterite was weighed using a weighing balance and placed in a mixing bowl. A small quantity of water was added to the mixing bowl and dry moulding was carried out. The contents of the bowl were kneaded together until a smooth ball was produced. This was put into the mould and compressed into it by applying pressure until it occupied the entire volume of the mould. It was then placed in the sun for drying. The roof tile was removed afterwards. Moulding was done with RHA content of 0, 5, 10, 15, 20, 25 and 30% by weight of mix.
After sun-drying, the roof tiles were weighed and then placed in the oven for drying at a temperature of 105°C for 24 hours. The tiles were subsequently weighed and the weights of the samples were recorded again. Then, the tiles were fired in furnace at temperatures of 900°C, 1000°C and 1100°C. In the furnace, the temperature was gradually increased to the firing temperature and subsequently maintained for 2 hours. The temperature of the furnace gradually reduced to room temperature before removal of the fired roof tiles.
Determination of Transverse Breaking Stress (TBS)
In line with section 5.3 of [14], roof tile was placed on two rollers and the rollers were placed under the two edges of the tile. The length of the tile was measured with a measuring tape and the centre was marked. Another roller was placed at this mid-point. Weights were gradually applied to the rod at the centre until the tile broke in half. From the maximum weight withstood by the tile, the transverse breaking strength was determined. This procedure was repeated for all the other roof tiles. The TBS was calculated by dividing the transverse breaking load by the lateral area
Determination of Water Absorption
This is a measure of durability of the tiles. A portion of the roof tile was weighed after firing; this portion was then completely immersed in a bowl of water for 24 hours pursuant of section 5.1 of [14] after which it were measured. The amount of water absorbed by the roof tile was subsequently calculated. This procedure was repeated for the remaining tiles.
Determination of Water Permeability
Water Permeability test was carried out on specimens of roof tiles according to the recommendation of [14]. The edges of the tile were sealed with petroleum jelly (a sealant). A very small container of water was then overturned on the flat surface of the tile and allowed to stand for 24 hours. Afterwards, the underside of the roof tile was checked for any water droplets.
Results and Discussion
Tables 1 show the result of chemical composition analysis of the RHA and clay samples. The analysis was done by the method of X-Ray Fluorescence (XRF) and was carried out at Centre for Energy Research and Technology, ABU, Zaria.
Table 1. Oxide Composition of RHA and Clay Specimens
|
Oxide present |
Al2O3 |
SiO2 |
K2O |
CaO |
TiO2 |
V2O5 |
Cr2O3 |
MnO |
Fe2O3 |
|
|
RHA Composition |
(%) |
1 |
82 |
6.8 |
2.74 |
0.63 |
0.02 |
0.16 |
0.35 |
3.01 |
|
Clay Composition |
(%) |
13.5 |
57.6 |
3.74 |
1.06 |
1.36 |
0.069 |
0.04 |
0.072 |
9.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Oxide present |
NiO |
CuO |
ZnO |
Cl |
MoO3 |
BaO |
Re2O7 |
Rb2O |
Rh2O3 |
|
|
RHA Composition |
(%) |
0.22 |
0.13 |
0.19 |
1.1 |
0.8 |
0.55 |
0.2 |
- |
- |
|
Clay Composition |
(%) |
0.037 |
0.02 |
0.02 |
- |
- |
0.16 |
0.1 |
13 |
0.1 |
The results of the traverse breaking stress of the roof tiles shown in Table 2 were obtained from the ratio of the breaking force to the area on which the breaking load was applied. Water absorption test was carried out on the roof tiles and the results are shown in Table 3. The density of the obtained roof tiles at different temperature of firing are shown in Table 4.
Table 2. Transverse Breaking Strength of Roof Tiles
|
Percent RHA |
A (900°C) |
B (1000°C) |
C (1100°C) |
|||
|
Breaking Force (N) |
Stress (N/mm2) |
Breaking Force (N) |
Stress (N/mm2) |
Breaking Force (N) |
Stress (N/mm2) |
|
|
0 |
196 |
0,288 |
203.84 |
0.244 |
203.84 |
0.247 |
|
10 |
252.84 |
0.277 |
213.64 |
0.234 |
213.64 |
0.231 |
|
15 |
292.04 |
0.340 |
292.04 |
0.316 |
243.04 |
0.236 |
|
20 |
196 |
0.228 |
233.24 |
0.256 |
243.04 |
0.260 |
|
25 |
176.4 |
0.206 |
213.64 |
0.231 |
243.04 |
0.253 |
|
30 |
186.2 |
0.217 |
194.04 |
0.213 |
194.04 |
0.246 |
Table 3. Water Absorption of Laterite Roof Tiles
|
Percent RHA |
A (900°C) |
B (1000°C) |
C (1100°C) |
||||||
|
Dry wt. (g) |
Wet wt. (g) |
Water Absorption (%) |
Dry wt. (g) |
Wet wt. (g) |
Water Absorption (%) |
Dry wt. (g) |
Wet wt. (g) |
Water Absorption (%) |
|
|
0 |
22.1 |
24.5 |
10.86 |
24.1 |
27.4 |
13.7 |
22.6 |
24.1 |
6.64 |
|
10 |
15.2 |
17.5 |
15.13 |
21.6 |
24.8 |
14.8 |
70.1 |
78.4 |
11.84 |
|
15 |
25.5 |
29.4 |
15.30 |
17.8 |
20.9 |
17.41 |
19.7 |
22.4 |
13.7 |
|
20 |
43.5 |
51.7 |
18.85 |
19.1 |
22.6 |
18.32 |
25.0 |
28.8 |
15.2 |
|
25 |
50.9 |
62.6 |
22.97 |
15.4 |
18.6 |
20.77 |
21.6 |
25.6 |
18.52 |
|
30 |
20.6 |
26.5 |
28.6 |
29.1 |
38.6 |
32.6 |
42.8 |
50.7 |
18.45 |
|
wt = weight |
|||||||||
Table 4. Density of the Roof Tiles
|
Percent RHA |
Density Specimen fired at |
||
|
900°C, [gcm-3] |
1000°C, [gcm-3] |
1100°C, [gcm-3] |
|
|
0 |
1.676 |
1.6822 |
1.728 |
|
10 |
1.541 |
1.529 |
1.558 |
|
15 |
1.528 |
1.546 |
1.558 |
|
20 |
1.506 |
1.528 |
1.525 |
|
25 |
1.511 |
1.500 |
1.515 |
|
30 |
1.500 |
1.420 |
1.443 |
The relevant pozzolanas identified in RHA analysed are SiO2, Al2O3 and Fe2O3 and their proportions are respectively 82.00%, 1.00% and 3.01%; thus, sum up to 86.01%. The sum meets a minimum of 70% for Class F pozzolana recommended by [12] as extracted into Table 5. This high proportion of the active elements adjudges RHA to be a good pozzolana and could adapt for use in the production of laterite roof tiles.
All the specimens of roof tiles tested for 0 to 30% RHA met the recommendation of minimum of 0.182 N/mm2 for TBS. The value of TBS decreases with increasing RHA because of increasing proportion of fines but increases with increasing temperature of firing as a result of increasing hydration.
Also, a maximum of 15% water absorption is specified by [12]. Water absorption increases with increasing firing temperature, but decreases with increasing percentage of RHA because of increase in voids due higher proportion of RHA. 15% RHA meets of the code and stands the test of durability as a result of moisture absorption. From all the aforementioned, some of the brick tiles shown in figure 1 have promising TBS, density, and water absorption [14] for some percentages of RHA.
Table 5. ASTM C618 (92a) Chemical and Physical Specifications for Pozzolanas
|
Chemical Requirements |
Class of Calcined Natural Pozzolana |
||
|
N |
F |
C |
|
|
(SiO2 + Al2O3 + Fe2O3), min, % |
70.0 |
70.0 |
50.0 |
|
(SO3), max, % |
4.0 |
5.0 |
5.0 |
|
Moisture content, max, % |
3.0 |
3.0 |
3.0 |
|
Loss on ignition, max, % |
10.0 |
6.0 |
6.0 |
|
Physical Requirements |
N |
F |
C |
|
Amount retained when on 45-μm (No. 325) sieve, max, % |
34 |
34 |
34 |
|
Strength activity index: With OPC, at 7days, min, % of Control |
75 |
75 |
75 |
|
With OPC, at 28days, min, % of Control |
75 |
75 |
75 |
|
OPC = Ordinary Portland Cement |
|
|
|
|
|
|
Figure 1. Laterite Made Roof Tiles Specimens |
Figure 2 shows that that the density of the roof tiles decreased with increasing percentage of RHA present in the clay brick for all the firing temperatures. This is obviously so because increase in the percentage of RHA in the tile leads to a corresponding increase in the percentage of organic compound present which can easily burn out during the sintering process of the tiles.
|
|
|
Figure 2. Effect of Firing Temperature on Density of RHA Roof Tiles |
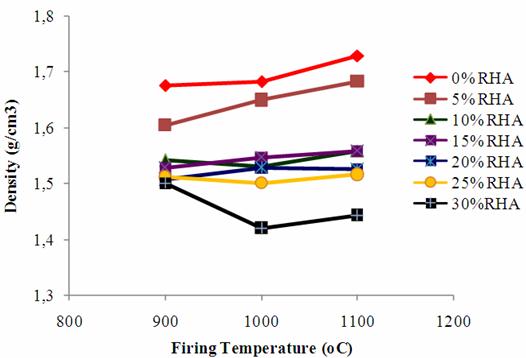
From Figure 2, it was seen that the density of the tiles increased with an increase in the firing temperature for all the cases of the same % RHA added except for the 30% RHA tile. The density increases on increasing firing temperature because during the crystallization process, the distance between the particles in the sinter decreases. This subsequently leads to tiles with higher densities.
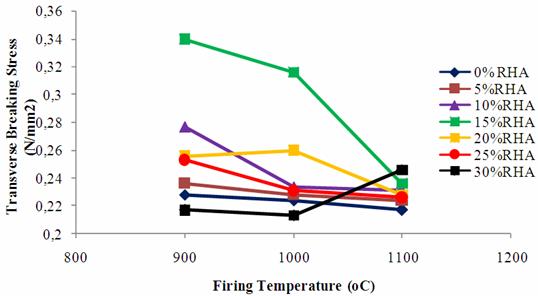
In figure 3 is presented the effect of the firing temperature and % RHA added to the clay on the water absorption of the roof tiles. Figure 4 shows the effect of firing temperature and % RHA added to the laterite on the TBS of the roof tiles.
|
|
|
Figure 3. Effect of Firing Temperature on Water Absorption of RHA Roof Tiles |
|
|
|
Figure 4. Effect of Firing Temperature on TBS of RHA Roof Tiles |
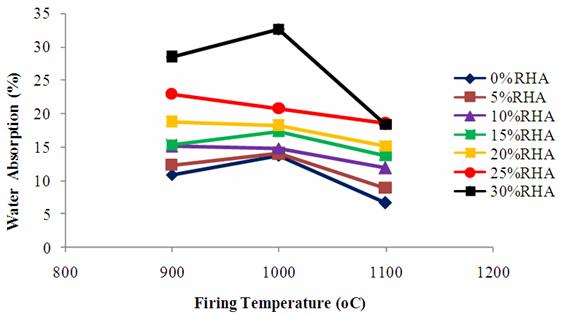
From Figure 3 it was observed that at constant firing temperature, the water absorption of the roof tiles increased with an increase in the percentage of RHA added to the clay sample. This is because on increasing the amount of RHA particles in the sinter, the number of open pores increases due to the flabby nature of the RHA and as a result there is an increase in the water absorption. It was seen that on increasing the firing temperature at constant % RHA added, the water absorption generally reduced for all % RHA added except at 30% and 0% RHA added where the trend is not linear. The reduction in water absorption on temperature for entire RHA added can be explained by the fact that on increasing the firing temperature, the crystallization process is completed and the open pores in the sinter are closed. Also, all but one of the roof tiles produced met the minimum requirement of 30% water absorption for non-load bearing building materials.
The result of TBS shows that 5% to 25% RHA proportions in the tiles is above 0% RHA (control) showing that hydration of RHA has provided binding strength to the tiles. A further increase of 30% RHA accounts for excessive fines beyond what is need and caused a decrease in the result of TBS as a result of low particle bonding which reduces the mechanical strength. However, 15% RHA proved to be the most optimal result for TBS of RHA roof tiles. TBS result also, decreased in value with increasing firing temperature because of disintegration and breaking of particles contact bonds due to excessive temperature. All the tiles produced met the minimum TBS requirement of (0.182N/mm2) of [14], 15% RHA at 900°C provided the best result.
Conclusion
From the results, the most optimal RHA proportion for best engineering properties should not be more than 15% and a firing temperature of 900°C gives best results.
References
1. Otuoze H.S., Amartey Y.D., Sada B.H., Ahmed H.A., Sanni M.I., Suleiman M.A., Characterization of Sugar Cane Bagasse Ash and Ordinary Portland Cement Blends in Concrete, in: Laryea S., Agyepong S.A., Leiringer R., Hughes W. (Eds) Proceedings 4th West African Built Environment Research (WABER) Conference, Abuja, Nigeria, 24-26 July 2012, p.1231-1237.
2. Hegazy E.B., Hanan A.F., Ahmed M.H., Brick Manufacturing from Water Treatment Sludge and RHA, Australian Journal of Basic and Applied Sciences, 2012, 6(3), p.453-461.
3. Chang T.T., The Origin, Evolution, Cultivation, Dissemination and Diversification of Asian and African Rices Euphytica, 1976, 25(2), p. 425-441.
4. Omatola K.M., Onojah A.O., Elemental Analysis of RHA Using X-Ray Fluorescence Technique, International Journal of Physical Sciences, 2009, 4(4), p. 189-193.
5. Nnamdi O.P., Low Cost Materials for Building and Construction: A Case Study of Rice Husk, Journal of Sustainable Development and Environmental Pollution, 2011, 1(1), p. 87-93.
6. Ramezanianpour A.A., Mahdi M.K., Ahmadibeni G., The Effect of Rice Husk Ash on Mechanical Properties and Durability of Sustainable Concretes, International Journal of Civil Engineering, 2009, 7(2), p. 83-91.
7. Kartini K., Rice Husk Ash - Pozzolanic Material for Sustainability, International Journal of Applied Science and Technology, 2011, 1(6), p. 169-178.
8. Tonnayopas D., Tekasakul P., Jaritgnam S., Effect of rice husk ash on characteristics of lightweight clay brick, Technology and Innovation for Sustainable Development Conference, Khon Kaen Univ. 28-29 Jan. 2008, Thailand, p. 36-39.
9. Arbuckle L., Clays and Clay Bodies, Linda Arbuckle’s Handout and Resources, Available at: http://lindaarbuckle.com/arbuckle_handouts.html (accessed 08/01/2012).
10. Agbede I.O, Joel M., Effect of Rice Husk Ash (RHA) on the Properties of Ibaji Burnt Clay Bricks, American Journal of Scientific And Industrial Research, 2011, 2(4), p. 674-677.
11. Madu R.M., Contributions to the Paper “Laterite soils in road construction” by J.W.S. De Craft Johnson, Proc. 6th Regional Conference for Africa on Soil Mechanics and Foundation Engineering, Durban, South Africa, 1975, 2, p. 88.
12. ASTM C618, Standard Specification for Fly Ash and Raw or Calcium Natural Pozzolanas for Use as a Mineral Admixture in Portland Cement Concrete, Pennsylvania, USA; 1992, vol. 04.02.
13. Anonymous, Clay Plain Tiling: A Technical Report by the Technical Committee of the Clay Roof Tile Council, UK, 2004.
14. ASTM C1167, Standard Specification for Clay Roof Tiles, 2003, vol. 15.02, West Conshohocken, U.S.A.