Engineering, Environment
Mechanical and wear behaviour of steel chips reinforced Zn27Al composites
Kenneth Kanayo ALANEME*, Kayode Oluwaseun ADEOYE, Samuel Ranti OKE
Department of Metallurgical and Materials Engineering, Federal University of Technology, Akure, PMB 704, Nigeria
*Corresponding author: e-mail: *kalanemek@yahoo.co.uk, Tel.:+2348034228868
Received: July 26, 2016 / Accepted: August 9, 2016 / Published: December 30, 2016
Abstract
The mechanical and wear behaviour of Zn27Al alloy reinforced with steel machining chips (an industrial waste) was investigated. Two step stir casting process was used to produce the Zn27Al based composites consisting of 5, 7.5 and 10 wt.% of the steel machining chips while unreinforced Zn27Al alloy and a composition consisting of 5 wt.% alumina were also prepared as control samples. Microstrutural analysis; mechanical and wear behaviour were assessed for these composites. The results show that the hardness and wear resistance of the composites increased with increase in weight percent of the steel chips from 5 to 10 wt.%. The UTS, strain to fracture, and the fracture toughness were however highest for the 5 wt.% steel chips reinforced composite grade; and decreased with increase in the weight percent of the steel chips from 5 to 10 wt.%. Generally the Zn27Al alloy based composites reinforced with steel machining chips, exhibited superior mechanical and wear properties in comparison to the unreinforced Zn27Al alloy and the 5 wt.% alumina reinforced Zn27Al alloy composite.
Keywords
Zn27Al alloy; steel machining chips; stir casting; mechanical behaviour; wear; metal matrix composites
Introduction
Zinc-aluminium alloys designated as ZA alloys are a family of die casting alloys which have proved useful for the design of components for a wide range of engineering applications [1-2]. These alloys combine a very good strength, hardness properties, excellent machinability, good bearing properties and wear resistance often superior to standard bronze alloys [3]. ZA alloys are important bearing materials for high-load and low-speed applications, possess very good tribo-mechanical properties, have relatively low density, excellent castability, and good fluidity [4-5]. They are also processed easily at low cost and are environment-friendly [6]. Their notable limitations are low mechanical properties and creep resistance at temperatures above 100 oC [7]. These limitations are being addressed by reinforcing ZA alloys with refractory compounds such as SiC and alumina to boost its mechanical and thermal stability, and also improve creep and wear resistance [8-9]. Some of these conventional reinforcements are quite expensive and recently attention has been centered on the use of agro and industrial waste by products as low cost substitutes for these conventional reinforcements. From literature it is observed that rice husk ash, bamboo leaf ash, groundnut shell ash, among others have been explored as agrowaste ashes for reinforcements in metal matrix composites (MMCs) [10-12]. Also the use of fly ash and red mud are a few among industrial wastes that have been considered for the same purpose [13-14]. They have all been reported to serve satisfactorily when used in hybrid reinforcement formulations with the conventional reinforcements such as SiC and alumina. But are noted to exhibit mixed levels of engineering properties (relative to the conventional reinforcing materials) when used solely as reinforcements in MMCs [15]. The use of steel machining chips as reinforcements in Zn27Al alloy is proposed in this research. Steel machining chips has the attraction of reduced processing time compared to agrowastes which require burning and conditioning to obtain the ashes. It is also more readily available and easily sourced from small scale machine shops to large scale manufacturing enterprises compared to fly ash and red mud which are less accessible. Furthermore, steel machining chips are reported to have the advantage of ultrafine microstructures which boosts its strength levels 50 – 100% above that of the bulk steel material [16].
In this research, the mechanical and wear behaviour of Zn27Al alloy reinforced with steel machining chips is studied. The aim is to assess the viability of utilizing steel machining chips to produce low cost - high performance Zn-Al based composites suitable for bearing and related engineering applications. Presently, there are sparse literatures which have considered the use of steel machining chips as reinforcements in MMCs.
Material and method
Material
Commercial pure Aluminium and Zinc (with chemical compositions presented in Table 1 and 2, respectively) were selected for the production of the Zn27Al alloy which served as the composite matrix. Steel machining chips having average particle size of 78μm derived from the boring operation of mild steel during machining operations were added as reinforcement for the Zn27Al based composites to be produced.
Table 1. Elemental composition of the zinc used for the production of Zn27Al based composite
|
Elements |
Zn |
Fe |
Si |
Pb |
others |
|
Wt.% |
99.96 |
.02 |
.006 |
.004 |
.01 |
Table 2. Elemental composition of the aluminium used for the production of Zn27Al based composite
|
Elements |
Al |
Fe |
Si |
Mn |
others |
|
Wt.% |
99.92 |
.003 |
.033 |
.021 |
.023 |
100 percent chemically pure alumina (Al2O3) with particle size of 28µm was also used for the production of the Zn27Al alloy matrix composites for control experiments.
Production of composite
Two steps stir casting process was adopted for the production of the composites in accordance with Alaneme and Aluko [17]. Charge calculation was used to determine the amount of reinforcements (steel machining chips) required preparing 5 wt.%, 7.5 wt.% and 10 wt.% of the reinforcements in the matrix (Zn27Al). This is followed by preheating separately at a temperature of 250 °C the steel machining chips to improve wettability with the molten Zn27Al alloy. Aluminium billets were charged into a gas-fired crucible furnace (fitted with a temperature probe), and heated to a temperature of 670 °C until the aluminium melted completely. The temperature of the furnace was lowered to 500 °C before zinc was introduced. After zinc had melted completely, the melt was cooled in the furnace to a semi solid state (at a temperature of about 400 °C) and it was stirred at 200 rpm for 5 min to achieve homogenization. The preheated steel machining chips were then charged into the melt and stirring of the slurry was performed manually for 7-10 minutes. The process progressed with the superheating of the composite slurry to a temperature of 530 °C and a second stirring performed at a speed of 400 rpm for 10 minutes using a mechanical stirrer. The liquid composite was cast in sand molds fitted with metallic chills.
Density measurements
The experimental density of each composition of composite produced was determined by dividing the measured weight of a test sample by its measured volume; while the theoretical density was evaluated in accordance with the rule of mixture by using the relation:
ρZn27Al /Steel Chips = wtf,Zn27Al × ρZn27Al + wtf,Steel chips × ρSteel chips (1)
where ρZn27Al/SMC presents density of composite, wtf,Zn27Al and ρZn27Al represents weight fraction and density of ZA alloy respectively while wtf,Steel chips and ρSteel chips represents weight fraction and density of the steel machining chips respectively.
The experimental densities for each composition of the Zn27Al matrix composites produced were compared with their respective theoretical densities; and it served as basis for evaluation of the percent porosity of the composites using the relation [18]:
porosity = 100∙(ρT-ρEx)/ρT (2)
where porosity is expressed in percents (%), ρT is theoretical density (g/cm3), and ρEX is experimental density (g/cm3).
Hardness test
The hardness of the composites produced was determined using a Vickers scale Hardness Tester in accordance with the specifications of ASTM E-384 standard [19]. The hardness of the composites was measured by applying a direct load of 120 kgf for 10 seconds on flat smoothly polished plane parallel specimens of the composites. Multiple hardness tests were performed on each sample and the average value was taken from readings within the tolerance of ± 2%.
Tensile testing
Tensile tests were performed on the composites produced following standard procedures in accordance with ASTM E8M-15a standard [20]. The samples for the test were machined to dimensions of 6mm diameter and 30 mm gauge length. The test was performed at room temperature using an Instron universal testing machine which was operated at 10-3 s-1 strain rate. The tensile properties evaluated from the tensile test are the ultimate tensile strength, strain to fracture, and strain energy absorbed (tensile toughness).
Fracture toughness (KIc) evaluation
Circumferentially notched tensile (CNT) specimens and test procedures in accordance with Alaneme [21] were used for testing and determination of the fracture toughness of the composites produced. The samples for the test were machined to specimen configuration with 6mm diameter (D), 30 mm gauge length, 4.5 mm notch diameter (d) and notch angle of 60°. The CNT testing was performed at room temperature using an Instron universal testing machine. The fracture load (Pf) was obtained from the load - extension plots generated from the tensile test was used to evaluate the fracture toughness using the relation [22]:
![]() (3)
(3)
where KIc is fracture toughness (MPa√m), Pf is fracture load (N), D is gauge diameter (mm), and d is notch diameter (mm).
Plane strain conditions and by extension, the validity of the fracture toughness values obtained was determined using the relations in accordance with Nath and Das [23]:
 (4)
(4)
where D is the gauge diameter (mm), KIc is fracture toughness (MPam1/2), and σy is yield strength (MPa).
Three repeat tests were performed for each grade of the Zn27Al based composite produced to ensure repeatability and reproducibility of the data generated.
Wear test
The wear test of the composites was performed using a Taber Abrasion wear testing machine in accordance with ASTM G195-13a standard [24]. The wear test entailed mounting disc shaped prepared samples having 200 mm diameter and 5 mm thick on the turntable platform of the wear machine. The samples were gripped at a constant pressure by two abrasive wheels lowered onto the sample surface. The turntable rotates with the samples which drive the abrasive wheels in contact with its surface. The rubbing action between the sample and the abrasive wheel generates loose composite wear debris as the rotating motion continues on the machine. The test was conducted for 15 min; and the sample weights before and after the tests recorded. The Taber Wear Index was evaluated using the relation [25]:
Wear Index = ![]() (5)
(5)
where initial and final weights are in grams, and time of test cycle in minutes.
Micro-structural examination
A Zeiss optical microscope with accessories for image analysis was used for optical microscopic investigation of the composites produced. The test specimens were metallographically polished and etched with dilute aqua regal solution with composition 3HCl:1HNO3 before microscopic examination was performed.
Results and Discussion
Microstructure
Representative microstructures of the Zn27Al based composites reinforced with steel machining chips are presented in Figure 1 (a and b).
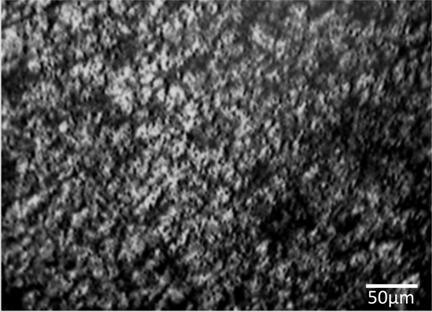
Figure 1a.
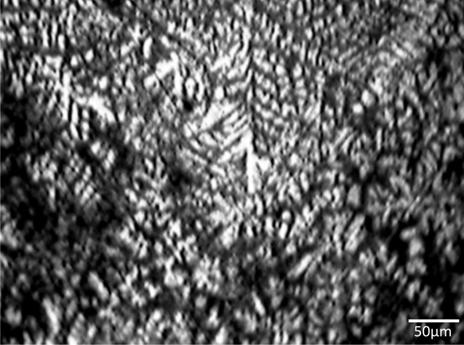
Figure 1b.
Figure 1. Representative micrographs of (a) Zn27Al with 5 wt.% Al2O3, and (b) Zn27Al with 5 wt.% steel chips
The dendritic solidification pattern and grain morphology can be easily discerned from Figure 1a. The phases present are similar to that reported by [26] which consist of α dendrites (white phase rich in Al) surrounded by a eutectoid phase consisting of α and η phases (η phase is rich in Zn) in interdendritic regions (grey colur). The coring is a common feature in Zn-Al alloys but the presence of the reinforcements (in particulates) helps in creating more sites for solid crystallization which aids grain refinement [26].
Percent porosity
The percent porosity influences to a large extent the engineering properties of metal matrix composites. Porosity in composites results primarily from air bubbles aspirated into the slurry during the stirring period or as air envelopes to the reinforcing particles [17]. It is thus necessary that porosity levels be kept to a minimum if the desired high performance in service applications would be achieved. The results of the estimated percent porosity of the composites are presented in Table 2. It is observed that slight porosities (less than 2 %) exist in the produced composites since the experimental densities are lower than the theoretical densities. It is however encouraging that the porosities of the composites are below 4% which is the maximum permissible level in cast metal matrix composites [18].
Table 2. Composite densities and percentage porosities
|
Sample composition |
Theoretical density (g/cm3) |
Experimental density (g/cm3) |
% porosity |
|
Zn27Al - 5 wt % Al2O3 |
6.14 |
6.07 |
1.94 |
|
Zn27Al - unreinforced |
5.94 |
5.83 |
1.85 |
|
Zn27Al - 5 wt. % steel chips |
6.04 |
5.92 |
1.99 |
|
Zn27Al - 7.5 wt. % steel chips |
6.08 |
5.97 |
1.81 |
|
Zn27Al - 10 wt. % steel chips |
6.11 |
6.09 |
1.96 |
The low porosity level is attributed primarily to the two-step stirring process adopted for producing the composites. The manual mixing operation performed in the semi-solid state helps to break the surface tension between the Zn27Al melt and the particulates. This facilitates easier wetting and mixing of the particulates in the melt. The mechanical stirring operation (the second stirring, carried out at 750 °C at 400 rpm for 10 minutes) is reported to contribute significantly to the reduction of reinforcing particles agglomeration and also improves the dispersion of the particulates [17].
Mechanical properties
The results of the mechanical testing (hardness, ultimate tensile strength, strain to fracture, tensile toughness, and fracture toughness) are presented in Figures 2 - 6.
Figure 2. Hardness values of the composites produced
Figure 3. Ultimate Tensile Strength values of the composites produced
Figure 4. Strain to Fracture values of the composites produced
Figure 5. Fracture Toughness values of the composites produced
Figure 6. Wear Index results of the composites produced
It is observed from Figure 2 that the hardness of the composites increases with increase in weight percent of the steel machining chips. It is also noted that the steel chips reinforced composites had hardness values greater than that of the unreinforced Zn27Al alloy and the 5 wt.% alumina reinforced Zn27Al matrix composites. The increase in hardness with increase in the steel machining chips can be attributed to the relatively higher hardness possessed by steel in comparison with Zn-Al based alloys [16]
The ultimate tensile strength of the 5 wt.% alumina reinforced Zn27Al based composite is observed from Figure 3 to be slightly lower compared to that of the 5 wt.% steel chips reinforced composite grade. The 5 wt.% steel chips reinforced composite grade is noted to have the highest UTS value for all the composites produced. The UTS is also observed to decrease with increase in the weight percent of the steel chips from 5 to 9 wt.%. The peak UTS observed for the 5 wt.% steel chips reinforced composite grades is likely due to good chips/matrix wetting. This translates to strong interface bonding which adds to improved strengthening. This claim is supported by the work of Iglesias et al. [16] – where it is reported that the interfaces between the steel chips and the Zn-Al based matrix are of high structural integrity. The reduction in strength with increase in the weight percent of the steel chips from 5 to 9 wt.% suggests that less even dispersion of the chips or chip agglomeration are more likely to occur if reinforcement composition above 5 wt.% is used. These factors are reported to lead to reduced strength in MMCs [17]. The strains to fracture of the composites (Figure 4) are also observed to be highest for the 5 wt.% steel chips reinforced composite composition; and reduce with further increase in the weight percent of the steel chips. This is an indication that the 5 wt.% steel chips addition improves the composite capacity to sustain more plastic strain before fracture in comparison with the other composite compositions produced. The fracture toughness (a measure of the composites resistance to crack propagation) is equally observed to be highest for the 5 wt.% steel chips reinforced composition (Figure 5). Generally, the steel chips reinforced grades had fracture toughness values higher than that of the unreinforced and 5 wt.% alumina reinforced composite. The improved fracture toughness can be attributed to the steel chips which are relatively tougher than the Zn27Al matrix [22]. Also the interface strength between the steel chips and the Zn-Al based matrix is another factor. The interface between the steel are reported to be of high structural integrity and do not contain chemical reaction products which can degrade the properties [16]. Analysis of the mechanical properties show that the 5 wt.% steel chips reinforcement composition yields the best combination of strength, toughness and ductility compared to other Zn27Al alloy based composite compositions produced. This is a pointer that with the right selection of steel machining chips weight percent, Zn27Al alloy based composites with improved mechanical properties can be processed.
Wear behaviour
The result of wear loss of the Zn27Al alloy based composites reinforced with alumina and steel machining chips is presented in Figure 6. It is observed that the composite composition containing steel machining chips had superior wear resistance in comparison with the unreinforced Zn27Al alloy and 5 wt.% alumina reinforced Zn27Al alloy composite grade. The alumina reinforced was noticed to exhibit greatest wear susceptibility of all the composites. It is also observed that the wear index of composites decreases with the increase of the weight percent of steel machining chips. Similar result pattern has been reported by Iglesias et al. [16]; they reported that a high integrity interface is formed between the Zn-Al based alloy and the steel chips which prevent chip pullout and damage during wear.
Conclusions
The mechanical and wear behaviour of Zn27Al composites reinforced with steel machining chips was investigated. From the results obtained, the following conclusions are drawn:
1. Production of the steel chips reinforced Zn27Al alloy based composites using two step stir casting process was reliable judging from the low porosity levels (< 4%) in the composites.
2. The hardness and wear resistance of the composites increased with increase in weight percent of the steel chips from 5 to 9 wt.%.
3. The UTS, strain to fracture, and fracture toughness was highest for the 5 wt.% steel chips reinforced composite grade; and decreased with increase in the weight percent of the steel chips from 5 to 9 wt.%.
4. Generally the Zn27Al alloy based composites reinforced with steel machining chips, exhibited superior mechanical and wear properties in comparison to the unreinforced Zn27Al alloy and the 5 wt.% alumina reinforced Zn27Al alloy composite grade.
References
1. Savaskan T., Hekimoglu A.P., Microstructure and mechanical properties of Zn-15Al-based ternary and quaternary alloys, Materials Science and Engineering A, 2014, 603, p.52–55.
2. Krupińska B., Rdzawski Z., Krupiński M., Labisz K., Microstructure investigations of cast Zn-Al alloys, Journal of Achievements in Materials and Manufacturing Engineering, 2013, 61(2), p. 12-19.
3. Babic M., Mitrovic S., Ninkovic R., Tribological potential of Zinc-Aluminium alloys improvement, Tribology in Industry, 2009, 31(1&2), p. 15-28.
4. Girish B.M., Prakash K.R., Satish B.M., Jain P.K., Prabhakar P., An investigation into the effects of graphite particles on the damping behavior of ZA-27 alloy composite material, Materials and Design, 2011, 32, p. 1050–1056.
5. Alaneme K.K., Fatile B.O., Borode J.O., Mechanical and corrosion behaviour of Zn-27Al based composites reinforced with groundnut shell ash and silicon carbide, Tribology in Industry, 2014, 36 (2), p. 195-203.
6. Alaneme K.K., Adama S. I., Oke S. R., Mechanical properties and of corrosion behavior of Zn27Al based composites reinforced with bamboo leaf ash and silicon carbide, Leonardo Electronic Journal of Practices and Technologies, 2014, 25, p. 58-71.
7. Bobic B., Mitrovic S., Babic M., Bobic I., Corrosion of Aluminium and Zinc-Aluminium alloys based metal-matrix composites, Tribology in Industry, 2009, 31 (3&4), p. 44-52.
8. Prasad B.K., Abrasive wear characteristics of a zinc-based alloy and zinc-alloy/SiC composite, Wear, 2002, 252 (3–4), p. 250–263.
9. Bobic I., Jovanovic M.T., Ilic N., Microstructure and strength of ZA27 based composites reinforced with Al2O3 particles, Material Letters, 2003, 57, p. 1683–1688.
10. Alaneme K.K., Ajayi O.J., Microstructure and mechanical behavior of stir-cast Zn–27Al based composites reinforced with rice husk ash, silicon carbide, and graphite, Journal of King Saud University – Engineering Sciences, http://dx.doi.org/10.1016/j.jksues.2015.06.004, 2015.
11. Escalera-Lozano R., Gutierrez C., Pech-Canul M.A., Pech-Canul M.I., Degradation of Al/SiCp composites produced with rice-hull ash and aluminium cans, Waste Management, 2008, 28, p. 389–395.
12. Alaneme K. K., Anabaranze Y. O., Oke S. R., Softening resistance, dimensional stability and corrosion behaviour of Alumina and rice husk ash reinforced Aluminium matrix composites subjected to thermal cycling, Tribology in Industry, 2015, 37 (2), p. 204-214.
13. Kumar K. R., Mohanasundaram K. M., Arumaikkannu G., Subramanian R., Anandavel B., Influence of particle size on dry sliding friction and wear behaviour of fly ash particle reinforced A-380 Al matrix composites, European Journal of Scientific Research, 2011,p. 428-438.
14. Panwar N., Chandigarh A., Development of aluminium composites using red mud as reinforcement - A review. Engineering and computational sciences (RAECS), Recent advances in IEEE, 2014, p. 1-4.
15. Bienia J., Walczak M., Surowska B., Sobczaka B.J., Microstructure and corrosion behaviour of aluminium fly ash composites, Journal of Optoelectronics and Advanced Materials, 2003, 5 (2), p. 493-502.
16. Iglesias P., Jimennez A. E., Bermudez M. D., Rao B. C., Chandrasekar S., Steel machining chips as reinforcements to improve sliding wear resistance of metal alloys: study of a model Zn-based alloy system, Tribology International, 2013, 65, p. 215-227.
17. Alaneme K.K., Aluko A. O., Production and age hardening behaviour of borax pre mixed SiC reinforced Al-Mg-Si alloy composites developed by double stir casting technique, The West Indian Journal of Engineering, 2012, 34 (1‐2), p. 80–85.
18. Alaneme K.K., Adewale T.M., Influence of rice husk Ash/Silicon carbide weight ratios on the mechanical behaviour of Aluminium matrix hybrid composites, Tribology in Industry, 2013, 35 (2), p. 163‐172.
19. ASTM E384 standard: Standard Test Method for Knoop and Vickers Hardness of Materials, ASTM International, West Conshohocken, PA, 2011. www.astm.org
20. ASTM E8M-15a standard: Standard Test Methods for Tension Testing of Metallic Materials, ASTM International, West Conshohocken, PA, 2015. www.astm.org
21. Alaneme K.K., Influence of thermo-mechanical treatment on the tensile behavior and CNT evaluated fracture toughness of Borax premixed SiCp reinforced aluminium (6063) composites, International Journal of Mechanical and Materials Engineering, 2012, 7, p. 96-100.
22. Dieter G.E., Mechanical Metallurgy, S.I. Metric, Ed., McGraw-Hill, Singapore, 1988
23. Nath S.K., Das U.K., Effect of microstructure and notches on the fracture toughness of medium carbon steel, Journal of Naval Architecture and Marine Engineering, 2006, 3, p. 15-22.
24. ASTM G195-13a standard: Standard guide for conduction wear tests using a rotary platform Abraser. ASTM International, West Conshohocken, PA 2013. www.astm.org.
25. Alaneme K. K., Sanusi K. O., Microstructural characteristic, mechanical and wear behaviour of Aluminium matrix hybrid composites reinforced with alumina, rice husk ash and graphite, Engineering Science and Technology, an International Journal, 2015, 18 (3), p. 416-422.
26. Kiran T.S., Prasanna Kumar M., Basavarajappa S., Vishwanatha B.M., Mechanical properties of As-cast Za-27/Gr/SiCp hybrid composite for the application of Journal Bearing, Journal of Engineering Science and Technology, 2013, 8 (5), p. 557-565.