Engineering, Environment
Effect of post weld heat treatment on the mechanical and corrosion behaviour of welded Al-Fe-Si alloy joints
Isiaka Oluwole OLADELE, Olakunle Timothy BETIKU and Moyosore Babatomide FAKOYA
Department of Metallurgical and Materials Engineering, Federal University of Technology, Akure PMB 704, Nigeria
Email: wolesuccess2000@yahoo.com; betikuk@yahoo.com
*Corresponding author phone: +2348034677039
Received: November 19, 2016 / Accepted: June 16, 2017 / Published: June 30, 2017
Abstract
Al-Fe-Si alloy was joined by shielded metal arc welding (SMAW) process and the effects of post weld heat treatment (PWHT) on the mechanical (tensile and hardness) properties, corrosion behaviour and microstructure of the welded joints were investigated. The welded samples were divided into as-weld (AW), PWHT, base metal (BM) and heat treated base metal (HT BM) samples. Artificial aging was carried out on part of the welded sample at 177 °C with holding time of 8 hours to obtain the PWHT samples. The various samples were subjected to tensile, hardness and corrosion tests while microstructures of the fractured surfaces were viewed under optical microscope. From the results, it was observed that corrosion susceptibility of the alloy in 3.5 wt% NaCl solution was highly reduced after PWHT. The hardness was reduced after PWHT while the yield strength and joint efficiency was improved compared to the AW sample. The improvement in corrosion resistance, yield strength and joint efficiency are 78, 8.4 and 8.7 %, respectively.
Keywords
Al-Fe-Si alloy; Welding; as-weld; Base metal; Post weld heat treatment; Mechanical properties; Microstructure; Corrosion behaviour
Introduction
The light metal industry in this century has been seen as one of the notable and ever accelerating expanding sector. Aluminium which is a good example of such light weight metal has found many new applications as an engineering material. Aluminium alloys have been widely employed in many fields such as in construction, transportation such as in offshore structure topsides, high speed ships, aerospace and automobiles industries, chemical and food processing industries. This can be attributed to their properties such as light weight, high mechanical strength achieved by suitable alloying and heat treatments, and relatively high resistance to corrosion [1-3]. Among the various heat-treatable aluminium alloys, Al-Fe-Si alloys possess a good combination of strength and excellent weldability, which makes this alloy a good choice in the building of ship decking’s. Welding has been seen as one of the most common joining methods for aluminium alloys [4]. SMAW is one of the arc welding process in which coalescence of metals is produced by heat from an electric arc that is maintained between the tip of a covered electrode and the surface of the base metal in the joint being welded. The process is widely used because of its low cost of equipment, faster deposition rates compared to gas tungsten arc welding (GTAW) and it requires no outside shielding gas and can be used outdoor [5-6]. Although Al-Fe-Si alloy has good strength and corrosion resistance properties but after welding it suffers a substantial decline. The loss of strength is on account of rapid melting and solidification process which causes all the strengthening precipitates to dissolve into the aluminium matrix and the complete dissolution of the precipitates does not take place in weld metal only but also at the over aged heat affected zone (HAZ). Meanwhile solute segregation and grain coarsening also come up [7]. Therefore, PWHT can be employed as an effective means of minimizing the softening and improving the properties of joints [4]. PWHT has been seen as a viable option to restore the strength of the joints by the modification of the size, shape and distribution of the secondary strengthening particles [8]. The main strengthening mechanism is precipitation hardening [4].
Previous works have been done to study the effect of PWHT on the properties of joints welded by different welding processes. The effect of a PWHT on the mechanical properties and microstructure of an AA6061 sample welded using the gas metal arc welding (GMAW) cold metal transfer (CMT) method was reported by [2]. The PWHT used on the samples was solution heat treatment, followed by water quenching and artificial aging. The result showed that the mechanical properties and microstructure characteristics of the AA6061 joints were enhanced after PWHT. Ding et al., (2014) [4] studied the effect of post weld heat treatment on properties of variable polarity tungsten inert gas (TIG) welded AA2219 aluminium alloy joints. The experimental results show that, compared with the AW samples, the microstructure characteristics and mechanical properties of the AA2219 joints after PWHT were significantly improved. It was reported that uniformly distributed fine grains were observed for the PWHT samples, and in the aluminium matrix, a number of precipitates were distributed within the grains and along grain boundaries. These resulted in the superior tensile and hardness properties, compared to the AW joints. The corrosion behaviour of aluminium alloy in Sea Water was studied by [9]. Aluminium alloy 6061 were joined using SMAW, friction stir welding (FSW) and GTAW. The result showed that the rate of corrosion of FSW was found lower compared to other welds.
It has been observed that most of the published researches focused on the effect of PWHT on the properties of heat treatable aluminium alloy joints welded by FSW and tungsten inert gas welding. However, very few works have been reported on the effect of PWHT on the properties of heat treatable Al-Fe-Si using SMAW. Hence, the present investigation was carried out to study the influence of PWHT on the mechanical and corrosion behaviour of shielded metal arc welded Al-Fe-Si alloy joint in NaCl solution. The aluminium alloy was welded with shielded metal arc welding method and, part of the welded sample was heat treated before subjecting the two sets to mechanical and corrosion tests. The joint efficiency characteristic of the welded alloy was determined.
Material and method
Al-Fe-Si alloy with a thickness of 6 mm was used in this research. The chemical compositions of the base metal and the electrode E4043 used are in Tables 1 and 2.
Table 1. Chemical compositions of base metal (%)
|
Elements |
Fe |
Si |
Ti |
Mn |
Cu |
V |
Ca |
Zn |
Cr |
Mg |
Al |
|
Composition |
0.547 |
0.323 |
0.019 |
0.0165 |
0.0136 |
0.007 |
0.004 |
0.006 |
0.003 |
0.002 |
Bal. |
Table 2. Chemical compositions of E4043 electrode (AWS* a5.3, 1999)
|
Elements |
Si |
Fe |
Cu |
Mn |
Mg |
Zn |
Ti |
Other elements |
Al |
||
|
Compositions (%) |
4.5-6.0 |
0.8 |
0.3 |
0.05 |
0.05 |
0.10 |
0.20 |
0.15 |
Remainder |
||
*AWS - American Welding Society
The aluminium alloy plate with dimension of 300 x 100 x 6 mm was cut into two with a butt end joint preparation for welding. The two 150 x 100 x 6 mm prepped side of the test piece were set beside each other for welding. The SMAW machine was connected to the power source (connections of the negative terminal to the metal work bench and the positive terminal to the electrode holder) and the materials were joined. After welding, tensile and hardness test samples were cut transversely from the welded joint as well as for the base metal. Also, microstructural and corrosion test samples were sectioned from the Weld metal (WM), Heat affected zone (HAZ) and the Base metal (BM) as shown in Figure 1 while the flow chart for the production process was showed in Figure 2.
The welded samples were divided into two groups viz; as-weld (AW) samples and post weld heat treated (PWHT) samples. For AW joints, the tensile, hardness, microstructure and corrosion tests were performed directly after welding while heat treatment was conducted before the tests for PWHT samples.
PWHT was carried out by solution heat treatment at 5260C for 30 minutes followed by water quenching using Resistance heating box furnace. Artificial aging was carried out at 1770C with a soaking time of 8 hours followed by air cooling.
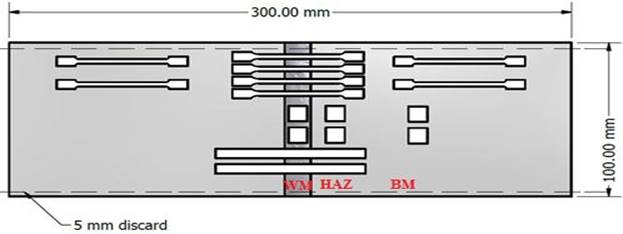

Figure 1. Welded plate showing sectioned samples
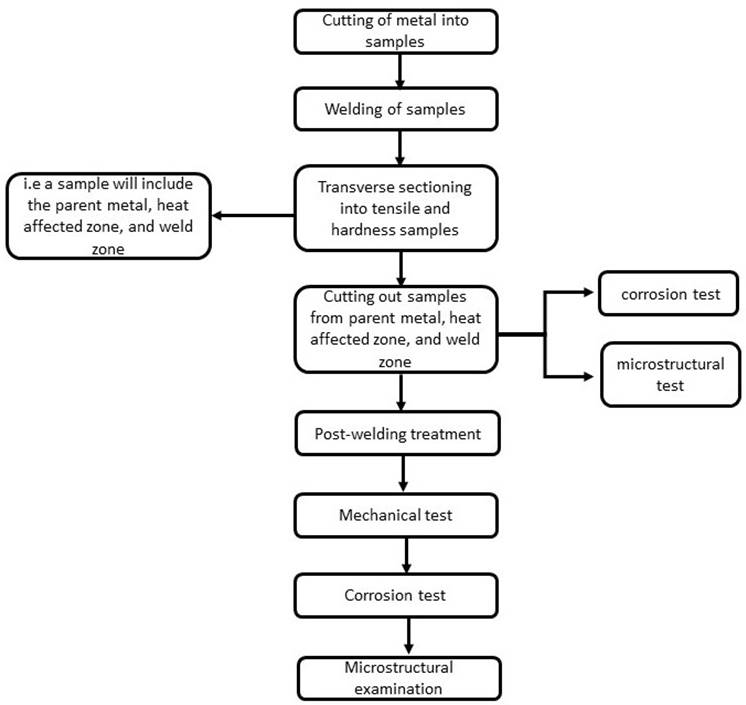
Figure 2. Flow chart of the experimental procedures
Mechanical and corrosion tests
The Tensile specimen as shown in Figure 3 (a) was fitted to the jaws of TE Jinan computer controlled electro-hydraulic servo universal testing machine. Once the test sample fractured, the result will be generated by the Max test computer software.
A digital Vickers micro-hardness tester, Zwick Roell Indentec Hardness Testing Machine was used to measure the hardness across the joints. The specific locations were separated into three parts: Base metal (BM), HAZ and weld metal (WM), as shown in Figure 3 (b). The hardness values for BM, and fusion zone for both as-weld and post weld heat treated joints were measured at various points from the weld Centre.
The corrosion samples as shown in Figure 3 (c) were divided into two sets; As-weld (AW) samples which comprise of the Base Metal (BM), Heat Affected Zone (HAZ) and the Weld Metal (WM) as well as post-weld heat treated samples (PWHT) which comprise of the Base Metal (BM), Heat Affected Zone (HAZ), and the Weld Metal (WM). Tafel corrosion test was done using AUTOLAB potentiodynamic in 3.5 wt% NaCl solution environment.
Microstructural examination
Samples from different zones, comprising of weld metal, HAZ and base metal regions, of the AW samples and PWHT samples were ground with different grades of emery papers and polished with diamond paste. After polishing, specimens were etched with Keller’s reagent to reveal the microstructure. The etchant composition is HNO3 (5ml), HCl (3ml), HF (2ml) and 190 ml of distilled water. The microstructural examination was carried out using Meiji optical microscope.
|
(a) Tensile test specimen |
|
|
(b) Hardness test specimen |
(c) Corrosion test specimen |
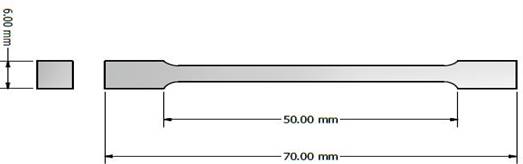
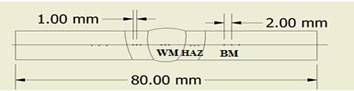
Figure 3. Test samples
Results and discussion
The tensile properties such as yield strength and ultimate tensile strength of the joints in AW and PWHT conditions were evaluated as shown in Figure 4. From the results, it was observed that the heat treatment did not enhance the tensile properties of the alloy compared to the based metal. Also, the welding brought about reduction in the tensile properties. However, it was noticed that, the heat treatment aid enhancement of the tensile strength at yield. The yield strength of PWHT sample was 83.5 MPa while that of AW sample was 77 MPa. It was observed that the post weld heat treatment exhibited an increment of 8.4 % in the yield strength compared to the as weld sample. Considering the base metal, the result shows that the welded joint causes a reduction in the yield and tensile strength of the welded Al-Fe-Si alloy joint which agreed with Sivaraj et al., (2014).
Though the PWHT joint possess the least UTS with a value of 104.5 MPa, however, with respect to joint efficiency, the PWHT joint possess a better result with a value of 86.4 % compare to AW joint which has a value of 77.7 %, thereby causing an increase of about 8.7 %. The joint efficiency is defined as the ratio of the ultimate tensile strength (UTS) of welded joint to that of base metal.
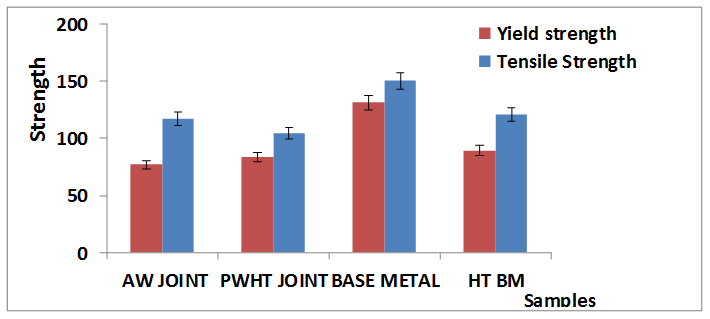
Figure 4. Tensile Properties of Base Metal, As Weld and Post Weld Heat Treated Joints
 Figure
5. Hardness value variations of the AW and PWHT samples at different distances
from the weld centre
Figure
5. Hardness value variations of the AW and PWHT samples at different distances
from the weld centre
From the results in Figure 5, it was observed that the variation of hardness was influenced by the post weld heat treatment process bringing about a reduction at the various zones. The average hardness values at the weld metal for both as-weld and post welded heat treated weld metal were 43.7 and 36.2 HV while the average hardness values at the heat affected zones (HAZ) were 33.5 and 28.5 HV, respectively. The improved hardness in the WM is attributed to the recovery of the dissolved precipitates and the fine columnar grains in the WM [11]. The reduction in residual stresses developed as a result of thermal cycle during welding operation as well as the presence of equiaxed grains and dissolved precipitates after PWHT may be responsible for the reduction in hardness of the sample which is in agreement with the findings of Olawale et al., (2012).
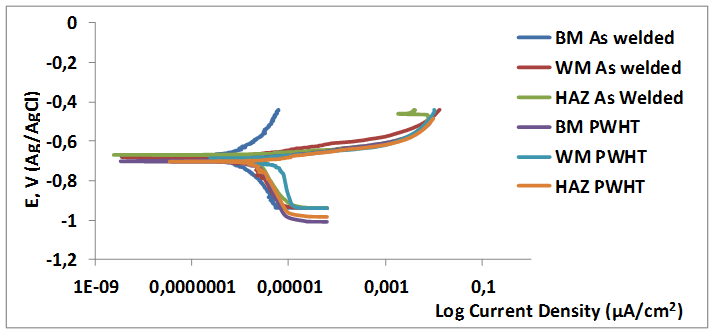 Figure 6.
Potentiodynamic polarization curves of the as welded and post weld heat treated
samples in 3.5 wt% NaCl solution
Figure 6.
Potentiodynamic polarization curves of the as welded and post weld heat treated
samples in 3.5 wt% NaCl solution
Potentiodynamic polarization curves of the AW and PWHT samples immersed in 3.5 wt% NaCl solution environment was presented in Figure 6. It was observed that the samples exhibited similar polarization and passivity characteristics. However, the corrosion current densities (Icorr) and corrosion potentials (Ecorr) indicate clear distinct corrosion behaviour between the as weld and the post weld heat treated samples. It is observed from the plots that the corrosion current densities were more intense for the AW samples in comparison with the PWHT samples. This indicates that the PWHT samples are more corrosion resistance than the AW sample in the environment. The Icorr value of the AW weld metal sample was greatly reduced by 78 % after post weld heat treatment, thereby reducing its susceptibility to corrosion. Similarly, the corrosion rate of the AW weld metal was greatly reduced after PWHT. The high Icorr values for the AW samples could be as a result of the combine effect of both residual stress and Fe-rich intermetallic particles found to be favourable sites for cathodic reaction as compared to Al matrix. The presence of this particle which is prominent in the AW increases the cathodic activities. The HAZ of the PWHT sample is the least susceptible to corrosion as shown by the Icorr value. In other words, the post welded heat treated samples are more thermodynamically stable in 3.5 wt% NaCl solution [15].
The optical micrographs of the microstructure of welded joints with different regions were shown in Plate 1. The as welded base metal in Plate 1(a) shows the distribution of fine grains but after heat treatment, the grains grow to larger sizes as shown in Plate 1 (b) and these changes can lead to properties deterioration [4]. The microstructure and observed changes in properties after welding and post weld heat treatment were due to the effect of thermal cycle. The grains at the HAZ become larger as shown in Plate 1 (c) and (d) when compared to the WM.
|
(a) |
(b) |
|
(c) |
(d) |
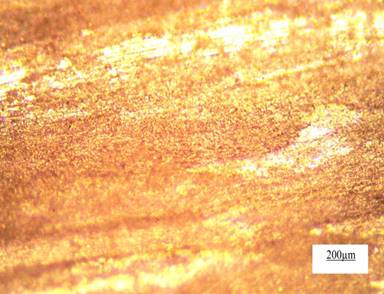
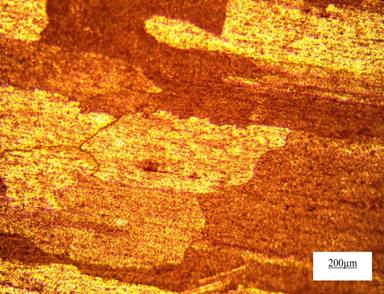
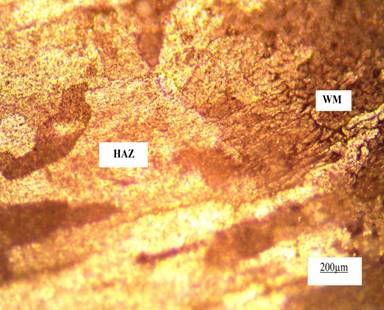
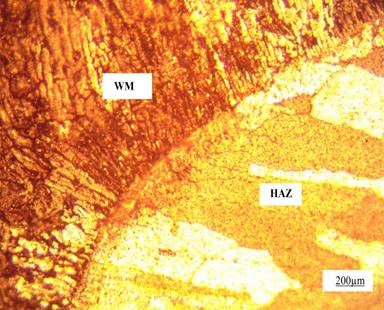
Plate 1. Optical micrographs in different regions of AW and PWHT samples: (a) BM of AW; (b) BM of PWHT; (c) HAZ of AW; (d) HAZ of PWHT
Plate 2 revealed the micrographs of the as weld and post weld heat treated metal. From the microstructure, it was observed that the PWHT sample contains fine and uniformly distributed grains in the weld metal (WM) region (Plate 2(b)) compared to AW sample (Plate 2 (a)).
|
Al3Fe (a). WM of AW |
(b). WM of PWHT |
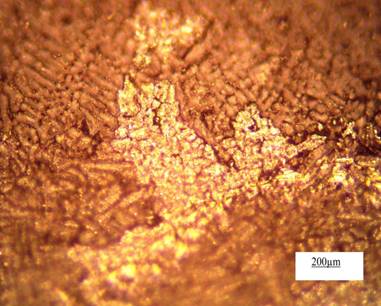
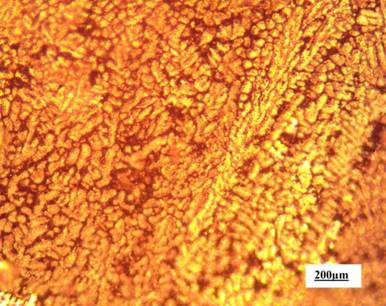
Plate 2. Optical micrographs of weld metal of AW and PWHT samples
It was also noticed that the grains in the AW sample appear to be slightly more elongated than those in the PWHT sample indicating that the post weld heat treatment did not lead to substantial grain growth in the weld metal in this investigation. Han et al., 2006 recorded that almost all the iron in aluminium alloys forms intermetallic secondary phases like Al3Fe or metastable Al6Fe and Al9Fe2. The needle like Al3Fe has been reported by [13] to be deleterious to the mechanical properties, especially, particles of primary crystals, which represent strong stress concentrators and promote the initiation of sharp micro cracks. The growth of micro cracks may cause brittle fracture. Also, the sharp edges of these phases are responsible for the reduction of ductility and toughness [14]. This intermetallic secondary phase have been identified in the microstructure of the weld metal AW sample but was noticed to be reduced after post weld heat treatment to give a more homogenous structure. Thus, post weld heat treatment was observed to be a potential means of controlling the structure in order to eliminate intermetallic secondary phase that usually impact the materials negatively.
Conclusions
The results of the investigation revealed that the PWHT improved the yield strength and joint efficiency of the welded joint by 8.4 and 8.7 %, respectively compared to AW joints. These results indicate that PWHT could enhance the tensile properties of the welded Al-Fe-Si alloy joints. The hardness of the as-weld sample was higher than that of the PWHT sample across the whole zones examined which indicates that the heat treatment brought about reduction in residual stresses.
Also observed was that the post weld heat treatment of the Al-Fe-Si alloy aid the reduction of the effects of deleterious Al3Fe that influence both the mechanical properties and corrosion behaviour of the alloy by reducing the corrosion susceptibility across the zones of the alloy in 3.5 wt% NaCl solution environment. The research had been carried out to increase the available information on the welding of aluminium alloy for effective service performance.
References
1. Arun M., Ramachandran K., Effect of welding process on mechanical and metallurgical properties of AA6061 aluminium alloy lap joint, International Journal of Mechanical Engineering and Research, Research India Publications, 5 (1), 2015, p. 163-178.
2. Ahmad R., Bakar M.A., Effect of a post-weld heat treatment on the mechanical and microstructure properties of AA6061 joints welded by the gas metal arc welding cold metal transfer method, Journal of Materials and design, 32 (10), 2011, p. 5120-26.
3. Sheasby P.G., Pinner R., The surface treatment and finishing of aluminium and its alloys, 6th ed., ASM International, 2001.
4. Ding J.K., Wang D.P., Wang Y., Du H., Effect of post weld heat treatment on properties of variable polarity TIG welded AA2219 aluminium alloy joints, Transaction of Nonferrous Metals Society, China, Elsevier Journal, 24 (5), 2014, p. 1307−1316.
5. Sindo K., Welding Metallurgy, 2nded., John Wiley and Sons, Inc., Hoboken, New Jersey, 2003.
6. Kapustka N., Arc welding capabilities at EWI, EWI (We Manufacture Innovation), United States (U.S), 2009.
7. Tosto S., Nenci F., Hu J., Microstructure and properties of electron beam welded and post-welded 2219 aluminium alloy, Journal of Materials Science and Technology, 12(4), 1996, p. 323−328.
8. Sharma C., Dwivedi D.K., Kumar P., Effect of post weld heat treatments on microstructure and mechanical properties of friction stir welded joints of Al−Zn−Mg alloy AA7039, Journal of Materials and Design, 43(1), 2013, p. 134−143.
9. Öteyaka M. Ö., Ayrtüre H., A study on the corrosion behavior in sea water of welds aluminum alloy by shielded metal arc welding, Friction Stir Welding and Gas Tungsten Arc Welding, 10, 2015, p. 8549–8557.
10. Sivaraj P., Kanagarajan D., Balasubramanian V., Effect of post weld heat treatment on tensile properties and microstructure characteristics of friction stir welded armour grade AA7075-T651 aluminium alloy, Journal of defence technology, 10, 2014, p.1-8.
11. Kumar P.V., Reddy G.M., Rao K.S., Effect of post weld heat treatments on mechanical and stress corrosion cracking behaviour of Aa7075 friction stir welds, International Journal of u-and e-service, Science and technology, 7(4), 2014, p.251-262.
12. Olawale J.O., Ibitoye S.A., Oluwasegun K.M., Shittu M.D., Ofoezie R.C., Correlation between process variables in shielded metal-arc welding (SMAW) process and post weld heat treatment (PWHT) on some mechanical properties of low carbon steel welds, Journal of Minerals and Materials Characterization and Engineering, 11, 2012, p. 891-895.
13. Han Y., Ban C., Zhang H., Nagaumi H., Ba Q., Cui J. Investigations on the solidification behaviour of Al-Fe-Si alloy in an alternating magnetic field, Materials Transactions, 47 (8), 2006, p. 2092-2098.
14. Claves S.R., Elias D.L., Misiolek W.Z., Analysis of the intermetallic phase transformation occurring during homogenization of 6xxx aluminium alloys, Materials Science Forum, 396, 2002, p. 667-674.