Engineering, Environment
Development of asbestos free brake pads using corn husks
Wisdom ASOTAH1*, Abraham ADELEKE2
1Department of Materials Science and Engineering,
2Obafemi Awolowo University, Ile – Ife, Osun State, Nigeria
E-mail(s): 1 wisdomasotah@gmail.com; 2 adeadeleke@oauife.edu.ng.
* Corresponding author: phone: 08164027907, 08105862661
Received: July 01, 2017 / Accepted: November 25, 2017 / Published: December 30, 2017
Abstract
The development of asbestos free brake pads using corn husks as alternative filler was studied with a view to replacing asbestos, which has been known to be carcinogenic. Corn husks was sourced and milled, before been sieved into sieve grades of 100 and 200 μm. The varying proportions of the as-screened corn husk fibres and silicon carbide were mixed with fixed proportions of graphite, steel dust and resin to produce brake pads by using compressional moulding. The hardness, compressive strength, density, flame resistance, wear rate and porosity of the products were then determined. The result obtained showed that the brake pad produced with the corn husk passing the finer 100 μm screen gave better compressive strength, higher hardness, lower porosity and lower rate of wear, consequent on the finer distribution of the corn husks particles in the matrix. The results obtained for the brake pads were then compared with that of commercial brake pad (asbestos based and optimum formulation laboratory brake pad, corn husk based). The results were found to be in close agreement suggesting that corn husk can be used in the production of asbestos-free brake pads.
Keywords
Corn Husks; Density; Porosity; Hardness; Brake Pads; Wear rate; Flame resistance; Ash content
Introduction
The purpose of friction brakes is to decelerate a vehicle by transforming the kinetic energy of the vehicle to heat, via friction, and dissipating that heat to the surroundings [1].
According to [2], brake pads are steel backing plates with friction material bound to the surface facing the brake disc. They are components of disks brakes used predominantly in automobiles. When we apply brakes, the brakepads or shoes, squeeze against the brake drums or rotors, converting kinectic energy into thermal energy via friction.
Mechanical brake system are divided into the disk and drum brakes. Brake shoes are located inside a drum for drum brake type so that on application of brakes, the brake shoe is forced outward and pressed against the drum. Disc brakes operate in similar way except that while drum brakes are enclosed disc brakes are exposed to environment.
By the arrangement, particulate materials that gradually wear from brake pads are carried away by breeze into surrounding especially those from disc brakes. Most worn particles from drum brakes are retained within enclosed drums and inhaled by mechanics when they open up wheels for maintenance and repairs and gradually poison the human system [3].
According to Elakhame et al., asbestos has some few engineering properties that makes it suitable for inclusion in brake linings [4]. Some of these include its good sound absorption, resistance to heat, fire and affordability. Brake pads generally consist of asbestos fibres embedded in polymeric matrix along with some other ingredients. Use of asbestos fibres is no longer acceptable because of its carcinogenic nature leading to development of new asbestos-free friction materials for brake pads.
Studies conducted in 1989 by National Institutes of Health published a report that showed a high population of brake mechanics were afflicted with pleural and peritoneal mesothelioma which were linked to chrysotile and asbestos exposure [3].
Consequently, researchers have turned to non-asbestos friction materials as an alternative. There is hence, a concentration on industrial and agro - waste materials. Curent state of knowledge have seen researchers replace asbestos with organic materials such as bagasse [2], palm kernel shells (PKS) [4], and banana peels [10]. According to Elakhame et al., typical formulations consists of more than 10 ingredients and and more than 300 materials of different brands [4]. The works show a similar interest in finding a substitute for asbestos as a friction material in brake linings, hence the purpose of this research is to show that corn husks can be an alternative friction material in brake linings.
These waste usage will not only be economical but also result in foreign exchange and environmental control [4]. Olabisi and Ademoh reported that the coefficient of fricion of maize husk was determined as 0.5 at density of 45-80Ib/ft3 [3]. In contrast, friction coefficient in the range of 0.30-0.70 is normally desirable when using brake lining material [4]. Based on these factors, corn husk was conceived as a possible friction material alternative to asbestos.
The main objective are to develop asbestos free brake pads by using of corn husks as a friction material. Performance evaluation of the produced samples include density, hardness, microstructural analysis, wear rate, ash content tests, porosity and compressive strength. The significance of this work lies in the advantage that it provides to our local automotive industry while minimizing the danger caused by asbestos to health and environment.
Material and Methods
The experimental brake pads were developed from carefully selected materials [1] and following the procedure as described by [3], [5], [6] and the products were evaluated with the test methods elaborated by Elakhame et al [4].
The materials used were: Phenolic resin (phenol formaldehyde), corn husks particles, steel dust, graphite and silicon carbide shown in Figure 1.
|
Silicon Carbide |
Corn Husks |
Graphite |
Steel Dust |




Figure 1. Research materials
The role of each materials indicated in Table 1.
Table 1. Materials used and their functions
|
S/N |
Material |
Function |
|
1 |
Phenolic Resin (Phenol Formaldehyde) |
Binder / Matrix |
|
2 |
Silicon Carbide |
Heat Resistant Material |
|
3 |
Steel Dust |
Abrasive |
|
4 |
Graphite |
Lubricating Material |
|
5 |
Corn Husk |
Filler Material |
The base raw material, corn husk was collected from a farm centre, properly sun-dried and cleaned to remove impurities. Thereafter, it was crushed with hammer and milled into powder using ball milling machine (Model 87002 Limoges-France, A50, …, 43). After this, it was sieved to pass 100 and 200 μm screen apertures.
Specimen brake pad production
The technique of powder metallurgy as described by [5], [6] was adopted.
The production of brake pad consists of a series of unit operations including mixing, cold and hot pressing, cooling, post-curing and finishing [7].
For each formulation, quantities expressed in percentage, weights presented for fillers, abrasives, friction modifier and reinforcement were measured into the mixing vessel and thoroughly mixed for 15 minutes to ensure homogeneity.
The desired amounts of phenolic resin (phenol formaldehyde) was poured into a separate container and appropriate quantity of hardener added; with resin to hardener percentage of 64.3% to 35.7% to form the binder, that was thoroughly stirred for about 10 minutes to obtain a uniform mixture.
Thereafter, the binder mixture was poured into the powdered friction material mixture and stirred further to obtain a paste-like homogenous mixture.
The formed paste was poured into mould cavities that already had powdered talc applied for ease of component removal after casting, cold pressed and allowed to cure for 90 minutes [3]. The general methodological phases are shown in Figure 2.
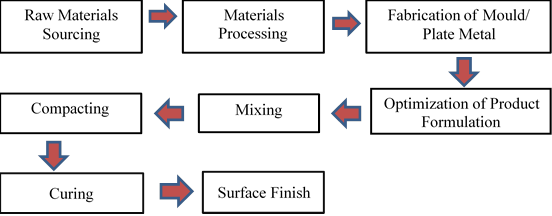
Figure 2. General methodological phases
The formulations used to produce the brake pads are shown in Table 2.
Table 2. Specimen formulations in (g*)
|
S/N |
Ingredients |
A |
B |
C |
D |
E |
|
1 |
Corn Husks |
40 |
45 |
50 |
55 |
60 |
|
2 |
Silicon Carbide (SiC) |
26 |
21 |
16 |
11 |
6 |
|
3 |
Graphite |
5 |
5 |
5 |
5 |
5 |
|
4 |
Resin |
14 |
14 |
14 |
14 |
14 |
|
5 |
Steel Dust |
15 |
15 |
15 |
15 |
15 |
|
g* - represents grams (a unit of mass) |
||||||
The mixture of resin, graphite and steel dust that weighed 34 g was blended with varying proportions of corn husks and silicon carbide that weighed 66 g, to make brake pads that weighed 100 g [4].
Figure 3 shows the picture of the samples of organic brake pads produced using corn husks as filler.

Figure 3. Produced samples
Specimen brake pad analysis. Brinell hardness Test
The resistance of the composites to indentation was carried out through the Brinell hardness testing equipment to BS240, using a Tensometer (M500-25KN, Gunt Hamburg Hardness Tester and WP300) pressing hardened steel ball with diameter D into a test specimen. Based on ASTM specification, a 10 mm diameter steel ball was used and the load applied P was kept stable at 3000 kg/f.
The diameter of the indentation d was measured along two perpendicular directions, using an optical micrometer screw gauge.
The mean value was taken and incorporated into Eq. (1) to obtain the Brinell Hardness Number (BHN) [4].
![]() (1)
(1)
Where: P - the load applied; D - the diameter of hardened steel ball into a test specimen;d - the diameter of indentation.
Compressive strength Test
The compressive strength test was carried out using the Tensometric Machine. The samples of diameter 29.40 mm were subjected to compressive force, loaded continuously until failure occurred. The load at which failure occurred was then recorded.
Ash content Test
About 1.20 g ± 0.1 g of the sample was weighed in a cooled crucible previously oven dried by heating in a furnace at 5500C for 1 hour.
Then the samples were charred by heating on a hot plate thereafter. The charred samples were thereafter taken into the furnace and heated at 5500C for 1 hour, then cooled in a desiccator and weighed. This cycle of heating, cooling and weighing was repeated until a constant weight is obtained. The % ash was obtained as, Eq. (2):
![]() (2)
(2)
Where: W0 - weight of empty crucible; W1 - weight of crucible + sample; W2 - weight of crucible and residue i.e. after cooling.
Density Test
The true density of the samples will be determined by weighing the samples mass on a digital weighing machine, which would divide the volume. The volume was obtained via liquid displacement method.
The formula is show in Eq. (3), below:
![]() (3)
(3)
Where: M - the mass of test piece (g); V - the measuring volume of test piece (cm3) by liquid displacement method.
Wear Rate Test
The wear rate for the samples was measured using pin on disc machine by sliding it over a cast iron surface at a load of 1 kg, sliding speed of 125 and 250 rev/min, and sliding distance of 2000 and 4000 m. All tests were conducted at room temperature. The initial weight of the samples was measured using a single pan electronic weighing machine with an accuracy of 0.01 g.
During the test, the pin will be pressed against the counterpart rotating against a cast iron disc (hardness 65 HRC) of counter surface roughness of 0.3 μm by applying the load.
A friction detecting arm connected to a strain gauge held and load the pin samples vertically into the rotating hardened cast iron disc. After running through a fixed sliding distance, the samples were removed, cleaned with acetone, dried, and weighed to determine the weight loss due to wear. The differences in weight measured before and after tests give the wear of the samples. The formula used to convert the weight loss into wear rate is in Eq. (4) [8]:
![]() (4)
(4)
Where: ΔW is the weight difference of the sample before and after the test (mg); S - total sliding distance (m).
Porosity
A sample of diameter 29.40 mm with a different height thickness of as thick as possible was used. The specimens was weighed to the nearest mg, and then soaked in oil and water container at 90-1000C for 8 hours.
The samples were left for 24 hours and then taken out from the oil container. Finally, the test samples were weighed to the nearest mg.
The formula to calculate porosity is given as Eq. (5) [4]:
![]() (5)
(5)
Where: D - the density of test oil and water; M2 - the mass of test piece after absorbing oil and water (g); M1 - the mass of test piece (g); V - the volume of test piece (cm3).
Results and discussions
Brinell hardness Test
Figure 4, shows that variation of hardness with composition with sieve grades of 100 μm and 200 μm.
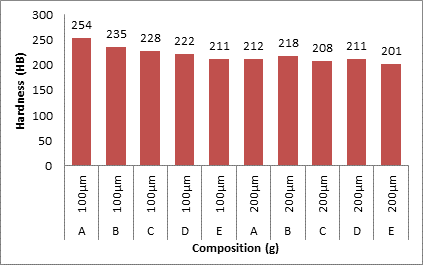
Figure 4. Variation of hardness with composition
The 100 μm and 200 μm formulations are however too closely related in sizing. The samples 100 μm sieve grade of different formulation A-E, have the highest hardness value of 254, 235, 228, 222 and 211 HB, respectively.
The higher hardness value for the 100 μm compared to the 200 μm is as a result of the reduced particle size of the corn husk fibre. This results in the increase in the surface area, leading to an increasing bonding ability to the resin.
The more homogenous distribution of the filler and resin, as the particle size gets finers is due to proper bonding and closer packing distance This is in agreement with results from other research [4].
Compressive strength Test
Figure 5, shows that the compressive strength of the samples follows similar trends to that of the hardness value.
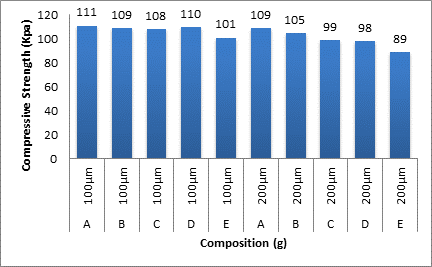
Figure 5. Variation of compressive strength with composition
Ideally, the higher the density; which is the ratio of the amount of matter to volume, the higher the compressive strength.
Density Test
Figure 6, shows the results of the density.
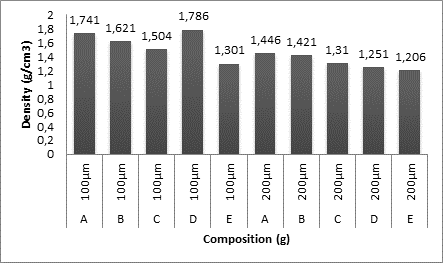
Figure 6. Variation of density with composition
Generally, density decreased as the corn husk particles increased in composition and particle size. The trend in the density can be attributed to the increase in the volume of the particle size, leading to a less close packing density.
This leads also leads to a decrease in homogeneity of the friction lining composites. The 100 μm particle sizes has a higher density. This is due to the close packing of the corn husk particles, creating more homogeneity in the entire composite phase.
Figure 7, shows the variation between the compressive strength and the density.
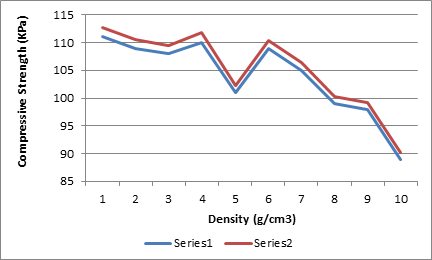
Figure 7. Variation of density with compressive strength
The results shows that the higher the density, the higher the compressive strength, due to close packimg of the particles leading to reduced interatomic spaces between the particles.
Lower porosity of the specimen was observed for composition with lower sieve grade. Compositions of 100 μm, generally show lower porosity compared to compositions 200 μm.
This result can be attributed to better dispersion of particles and good interfacial bonding with the resin. Theoretically, a high porosity will lead to higher water and oil absorption, which will lower the friction coefficient and lead to an increase in the wear rate of the brake pads [4].
Ash content Test
From Figure 8, it can be seen that the % value of the ash content increases as the particle size increased.
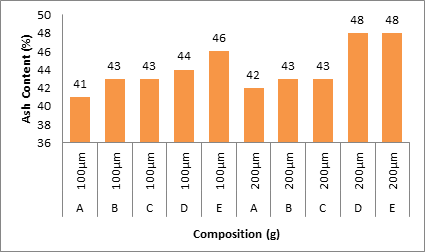
Figure 8. Variation of ash content with composition
The 100 μm brake pad specimens had a lower ash content compared to the values obtained for the 200 μm. This increase in ash content as sieve grade increases can be attributed to an increase in pores sizes as the sieve grade increases. With increasing pore sizes, less close packing, the charring of the specimens will yield a higher ash content. This is due to less proper bonding between the resin and the filler – Corn Husk Particles [4].
The lower the particle size at optimum composition, the better the dispersion and lower the ash content value.
The results of the wear rate showed an increase in the wear rate as particle size and composition increases. This can be easily attributed to a lower bonding ability of the resin to the filler – Corn Husk Particles. The increase in wear is also as a result of less closing packing density. The wear, which is the loss of material or the erosion of a material from its derivative position as a result of mechanical action of the opposite surface.
Another characteristic factor that increases the wear rate is the porosity of the specimen. The higher the porosity, the higher was the wear rate.
The wear rate is a very important factor in the determining the friction coefficient. Ideally, the lower the wear rate, the higher the friction coefficient.
Porosity
Figure 9, shows the variation of porosity, hardness with composition. Lower porosity of the specimen was observed for composition with lower sieve grade. Compositions of 100 μm, generally show lower porosity compared to compositions 200 μm.
Although, the values obtained for the porosity show infintesimal difference, the effect on the hardness of the composite is pronounced.
Comparing compositions of 100 μm and 200 μm for formulations A, a 0.06% change in porosity, results in a 42 HB value of hardness. This result can be attributed to better dispersion of particles and good interfacial bonding with the resin.
Theoretically, a high porosity will lead to higher water and oil absorption, which will lower the friction coefficient and lead to an increase in the wear rate of the brake pads [4].
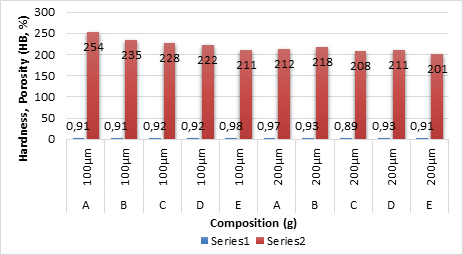
Figure 9. Variation of porosity with hardness
Wear rate Test
Figure 10, relates the values of the wear at different speeds (30 min, 1 kg, 12 5rev/min and 250 rev/min (g/km)).
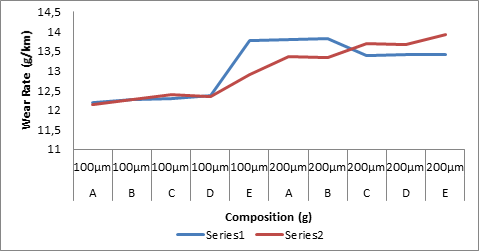
Figure 10. Variation of wear rate with composition
It shows the increase in wear rate as particle size. The graph shows a higher elevation, which is a higher wear rate for formulations of the 200 μm formulations.
The results of the wear rate showed an increase in the wear rate as particle size and composition increases. The increase in wear, which is a loss of material due to mechanical action can be easily attributed to a lower bonding ability of the resin to the filler – Corn Husk Fibre- as percentage composition of filler increases. The increase results in less closing packing density, which leads to an increase in rate of wear.
Figure 11, relates the wear to the Brinell hardness and it shows that the lower the wear rate, the higher the hardness value. This inverse realtionship between the wear rate and the hardness can be attributed to the reduced porosity as wear rate reduces.
A lower porosity, as shown in Figure 9 is directly related to a reduction in particle size which results in better interfacial bonding.
Improved interfacial bonding, due to better dispersion of the fibres in the matrix will lead to an improved hardness value as shown in Figure 11. This can also be attributed to an increased coeffieicnt of friction as particle size and porosity decreases.
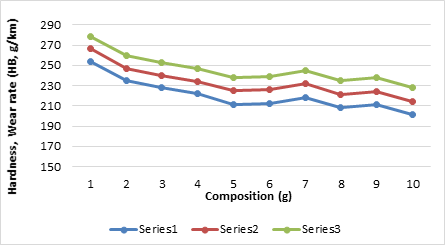
Figure 11. Variation of hardness, wear rate with composition
The results of this research work indicates that samples containing 100 μm of formulation (A-E) gave better properties than those of 200 μm formulation.
Hence, the lower the sieve grades of corn husk particles, the beter the properties. The 100 μm sieve size results were compared with that of commercial brake pads (asbestos based) as shown in Table 3.
Table 3. Comparison of the results obtained with standard
|
Property @ 100 (μm) |
Optimum formulation laboratory brake pad (Corn Husk based) |
Commercial brake pad (asbestos based) |
|
Hardness, Brinell (at 3000 Kgf) |
254 – 211 |
101 |
|
Porosity (%) |
0.91 - 0.98 |
0.52 |
|
Ash Content (%) |
41 – 46 |
54 |
|
Density |
1.741 – 1.301 |
1.320 |
|
Compressive Strength ( KPa) |
111 – 101 |
110 |
|
Wear Rate (g/km) |
12.191- 13.782 |
3.800 |
The results are in close agreement. However, the higher hardness value is due to the presence of SiC, which helps to increase the hardness of the brake pad composite.
Conclusions
The formulation of non-asbestos brake pads using corn husks as a filler, presents an industry alternative to the carcinogenic asbestos used in commercial production. Physical and wear tests were carried out and the results obtained were found to compare well with those of asbestos based friction lining material. From the results, the conclusion reached showed that the samples 100 μm sieve grade of corn husk fibre gave the best properties of all.
Compressive strength, hardness, densities and porosity of the samples produced were observed to decrease with increase in sieve aperture size while wear rate and percentage charrred increasd as the sieve aperture size increased. The higher the percentage volume of the corn husk particles from A –E, the higher the porosity, density, wear rate and percentge charred. Hence, based on the above tests properties of the brake pads composite, corn husks as filler can be used as an alternative to existing fillers, such as asbestos, in brake pad composites.
Non asbestos brake pads made from corn husks are therefore very suitable ecofriendly replacement for asbestos and many agro-biomass friction materials in automotive brake pads.
From Table 3, the deviation of the some of the properties values such as the hardness from the asbestos based brake pads can be attributed to the individual properties of the component elements.
The presence of silicon carbide and steel dust, materials of high hardness will lead to an increase in the overall hardness value compared with pads made from asbestos. Another factor is the process technology and manufacturing parameters such as the powder mixing duration, compaction pressure, compaction duration, post curing temperature and time [9]. This variation in process parameters would lead to a variation in the properties obtained.
References
1. Blau P.J., Compositions, functions and testing of friction brake materials and their additives, Being a report by Oak Ridge National Laboratory for U.S Dept. of Energy, 2001.
2. Aigbodion V.S., Akadike U., Hassan S.B., Asuke F., Agunsoye J.O., Development of asbestos free brake pad using bagasse, Tribology in Industry, 2010, 32, p. 12-18.
3. Olabisi A.I, Ademoh N.A., Development and evaluation of maize husks (asbestos - free) based brake pad, Industrial Engineering letters, 2015, 5 (2), p. 67-80.
4. Elakhame Z.U., Alhassan O.A., Samuel A.E., Development and production of brake pads from Palm Kernel composites, International Journal of Scientific and Engineering Research, 2014, 5, p. 735-744.
5. Edokpia R.O., Aigbodion V.S., Obiorah O.B., Atuanya C. U., Evaluation of the properties of eco-friendly brake pad using egg shell particles–gum, Arabic ScienceDirectR, Elsevier B.V. DOI: 10.1016/j.rinp.2014.06.003, 2014.
6. Bashar D., Peter, Madakson B., Joseph M., Material selection and production of a cold-worked composite brake pad, World Journal of Engineering and Pure and Applied Science (WJEPAS), 2012, 2 (3):96.
7. Gurunath PV and Bijwe J., Friction and wear studies on brake-pad materials based on newly developed resin, Journal of engineering tribology, 2007, 263 (7), p. 1212-1219.
8. Osterle W., Griepentrog M., Gross T., Urban I., Chemical and microstructural changes induced by friction and wear of brakes, Wear, 2001, 251, p. 1469-1476.
9. Talib R.J., Mohmad S.S., Ramlan K., Selection of best formulation for semi-metallic brake friction materials development, Powder Metallurgy, Dr. Katsuyoshi Kondoh (Ed.), ISBN: 978-953-51-0071-3, 2012.
10. Masrat B., Sheikh S.S., Owais B., Friction and wear beahviour of disc brake pad material using banana peel powder, International Journal of Research Engineering and Technology, 2015, 4, p. 650-659.