Engineering, Environment
Mix design of self-compacting concrete – A new approach
Prarthita BASU 1*, Ramesh Chandra GUPTA 2, Vinay AGRAWAL 3
1 *PhD Scholar, Department of Civil Engineering, Malviya National Institute Technology, Jaipur, Rajasthan, India
2 Professor, Department of Civil Engineering, Malviya National Institute Technology, Jaipur, Rajasthan, India
3Associate Professor, Department of Civil Engineering, Malviya National Institute Technology, Jaipur, Rajasthan, India
E-mail(s): *1 sprarthitas@gmail.com
* Corresponding author, Phone: 0141-2713271
Received: March 27, 2018 / Accepted: August 16, 2018 / Published: December 30, 2018
Abstract
This paper deals with the Mix design of Self-Compacting concrete. The highlight of this paper is, simplest process of Mix design according to Indian Standard Code of Mix design (IS-10262) and It follows all the design conditions in line with Indian Standard Code of Reinforced Concrete Structure (IS:456). Generally, in construction industry (Pre-cast & Ready-mix Industry) there are mainly two methods of mix design are used. 1) Okamura-Ozawa proposed method (1986) & 2) Nan-Su method (2001). These two methods are tedious, and it required expertise in the Field of mix design. Another important guideline is EFNARC (2002, Revised 2005) is used widely. This is an extended part of Brite-EU ram Project. But EFNARC does not provide how to do SCC Mix design step by step. In India no specific Mix design process is available or adopted, based on climatic condition of country and in consideration with standard structural code provisions. Proposed mix design is as per Indian standard code and the output of research is matching with the EFNARC guidelines & Okamura-Ozawa proposal. To determine Flowability Slump Flow Test, For Viscosity T500 test, for passing ability L-Box test for determining the segregation resistance, sieve segregation test was conducted. Density of Fresh concrete test was performed. To measure the strength of concrete Compressive strength, Flexure strength & Split tensile test was performed. UPV test, Water absorption test performed to analysis the concrete pore structure. Pull Off test performed to obtain the bond strength of concrete constituents. SEM test performed to determine the concrete morphology. After performing all the tests on fresh properties, it can be concluded that this process of mix design as per IS: 10262 along with EFNARC guidelines is suitable for SCC Mix design and can be adopted further in construction industry with modification and requirement as per grade of concrete to be designed.
Keywords
Self-compacting concrete; Mix design; IS-10262; EFNARC (2005); Fresh properties; Mechanical strength; SEM; M-25 grade
Introduction
To match up with rapid construction requirement of the country, fastest growth of work is needed. Concrete is the prime material in India due to low cost than steel construction. India is growing country and good transportation system (Rail Bridge, Metro Bridge, Tunnels) is one of the pillars of any developing country alongside Industrial improvement. In today’s scenario, Pre-Cast Concrete & Ready-Mix concrete is the most widely used methods rather than conventional concrete. Self-Compacting Concrete is widely used in field of Pre-Cast Concrete, Ready Mix Concrete & Cast-In-Situ concrete. The main advantage is it requires less labour, Mechanical vibrator is not required. Due to its own weight it can settled down and self-levelled. Setting time is higher than conventional concrete, which helps during transportation & placing of concrete. The flow ability of Self-Compacting Concrete is the result of high water to powder ratio and maximum size of aggregate is restricted up to 10-16 mm. Use of Viscosity Modifying Agent & Superplasticizer results high flow with good bonding between powder material, aggregate and water. Which helps to prevent bleeding & segregation of concrete material.
To maintain the flow ability, workability & strength of SCC, good quality of material, mixing in proper proportions and maintaining the water/powder ratio are the main factors. Desired flow ability without segregation and bleeding requires a standard procedure of Mix Design. In the era of 1980, SCC was first proposed by Prof. Okamura at Ouchi University, Japan [1][2][3]. In 1988, K. Ozawa presented and published modified version Okamura proposal [4]. He studied workability of concrete and concluded that, Self –Compacting concrete should have a lower yield value to achieve good flow ability, use of Viscosity Modifying Agent (VMA) to prevent segregation of aggregate during placing and bleeding of concrete during transportation. Okamura & Ozawa proposed guidelines are 1) Ratio of aggregate to cementitious material should be reduced by volume; 2) Water to powder ratio should be increased but water quantity should be in limit to achieve the viscosity without segregation & bleeding; 3) Nominal maximum size of aggregate is having an important role in achieving strength characteristics and in segregation of concrete that should be in controlled. For, ease of researcher’s works, Okamura & Ozawa provided a guideline for mix proportioning system.
Coarse aggregate & fine aggregate contents are remaining unchanged only water/powder ratio and super plasticizer dosage will vary. Coarse aggregate content in concrete generally fixed at 50 % of the total solid volume, the fine aggregate content is fixed at 40% of the mortar volume and the water/powder ratio is assumed to be 0.9-1.0 by volume depending on the properties of the powder and the super plasticizer dosage. The required water/powder ratio is determined by conducting several trials depending upon grading of concrete and desired slump flow. Nan-Su proposed a simple mix design method for SCC, the amount of aggregate required is determined and the paste of binders is then filled into the voids of aggregates to ensure that the concrete thus obtained has flow ability, self-compaction ability and other desired SCC Properties [5]. The principal consideration of the proposed method is to fill the paste of binders into voids of the aggregate framework piled loosely. The volume ratio of aggregate is about 52-58% and the void in the loose aggregate is about 42-48%. After Japan, The Brite-EU ram SCC project was set up to promote SCC in some of the European country. In the year of 2002, an organization with the participation from the speciality concrete product industry – EFNARC has developed specifications and guidelines for the use of SCC that covers several topics, ranging from material selection and mixture design to the significance of testing methods [6]. In the year 2010 Soo-Duck Hwang and Kamal H. Khayat presents test results carried out to evaluate potential due to restrained shrinkage cracking of self-compacting concrete. This new mix design approach and binder type of the SCC are shown to have considerable influence on cracking potential [7]. In 2012 Sandra Nunes et.al introduces Robust SCC Mixes through Mix design. The main objective of this paper is to illustrate how to evaluate and compare the robustness of SCC mixtures optimized according to various economic criteria while maintaining the water/cement ratio and fresh state target properties [8]. In the year of 2013 Design of self-compacting concrete with ground granulated blast furnace slag has been introduced by P. Dinakar et.al. He concluded that, the methodology has already been successfully verified through a proper experimental investigation and the self-compacting slag concretes were evaluated for their self-compact ability and strength characteristics. The results indicate that the proposed method can be capable of producing high quality SCC [9]. In 2014 Miguel C.S Nepomuceno et.al proposed a methodology for SCC Mix design to reconcile workability and strength [10]. In 2015 Ha Than Le proposed a SCC mix design with various Mineral Admixture. The proposed method, the constituent materials were calculated by using the absolute volume method. The packing theory of Funk and Dinger with the exponent q = 0.25 was adopted to determine the grading of aggregate. The primary paste volume for filling capacity was computed from the void content of compacted aggregate [11]. In 2016 Behnam Vekhsouri introduces Mix design of light-weight self-compacting concrete. The utilization of mineral and chemical admixtures in concrete technology has led to changes in the formulation and mix design which has, in turn, made the concrete stronger and more durable. Light weight concrete (LWC) is an excellent solution in terms of decreasing the dead load of the structure, while self-compacting concrete (SCC) eases the pouring and removes construction problems. Combining the advantages of LWC and SCC is a new field of research. Considering its light weight of structure and ease of placement, Light-weight self-compacting concrete (LWSCC) may be the answer to the increasing construction requirements of slender and more heavily reinforced structural elements [12]. In 2017 Shahiron Shahidan proposes an Influence of Asphalt Dust Waste Material in Mix Design for Self-Compacting Concrete. This study is conducted to investigate the use of ADW in SCC to maximize its benefits in improving the workability of SCC. This experimental study was done to examine the effects of water binder ratio and amount of superplasticizer (SP) on the rheological and mechanical properties of the developed SCC. The results showed that the increase of w/b ratio and amount of SP will also improve the workability of SCC [13].
Many researchers have proposed several Mix Design procedures but yet to establish any one. Okamura-Ozawa proposal made on Japan Climatic Condition, Nan-Su Method also follows Japan Climatic Condition, and EFNARC specify the requirement as per Europe weather condition along with European code provisions. In India, use of SCC is widely spread but till date there is no Indian Standard method for SCC mix design.
This paper aims to deliver a SCC Mix design, in which the design procedure will follow as per IS: 10262 [14] and the guidelines will be as per EFNARC, 2005.The process of making self-compacting concrete has been introduced in Figure-1 (Material and Method Section). The main purpose of this research is to introduce an easy mix design process to work with, which is easy for adoption and provides satisfactory results in terms of fresh concrete test and achieved the desired target mean characteristics strength at all levels starting from students, researchers, academicians & small industries.
Material and method
Pozzolana Portland Cement was used in the experimental program which is in conformity with IS: 1489 (Part-I):1991 [15] in all mix. F type Fly Ash has been used in conformity with IS: 3812: 2003 [16]. Self-compacting concrete (SCC) need additive material to provide high workability and place ability. To achieve this Superplasticiser based on second generation polycarboxylate ether polymers used which is developed by using nanotechnology. Complying with IS: 9103: 1999 [17] specification was used in SCC for all mixes. Crushed angular aggregate of 10mm size total coarse aggregate was used. Fine aggregate of Zone-III was used. Test results are complying with Standard Code [18]. The water used in the experiments was tap water.
Preparation of test specimens
To investigate the suitability of SCC Mix design procedure according to IS: 10262 & IS: 456, an initial testing process was adopted. To check the strength of concrete, Compressive strength test, Flexure test & split tensile test conducted. M-25 grade of concrete were designed with water cement ratio 0.45. Cubes of 100 mm x 100 mm x 100 mm were casted for compressive strength. (7 and 28 days), Beams were casted of 100mm x 500mm (28days) and Cylinder of 150 mm diameter and 300 mm length were casted (28 days). Abrasion test conducted on 100 mm x 100 mm x 100 mm cube. UPV & Pull Off test also conducted on 100 mm x 100 mm x 100 mm cube. Scanning Electronic Microscopy was done on 1 cm cube.
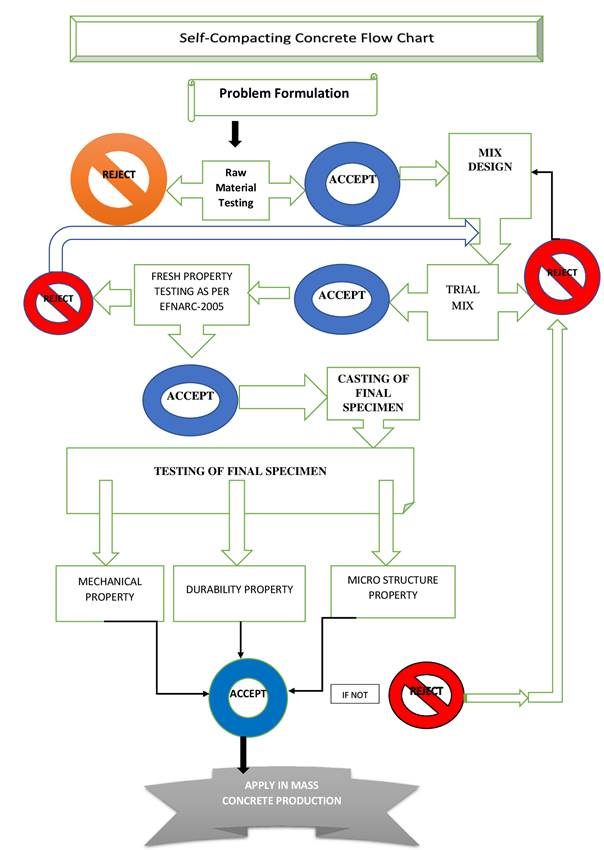
Figure 1. Process of making self-compacting concrete
Laboratory testing program
The testing procedure for fresh concrete as ENFARC (2005) adopted for finding viscosity, passing ability & to measure segregation resistance of green concrete.

Figure 2. Slump Flow Test
Slump-flow test & T500: The testing procedure is a combination of Abrams’ cone settling test and Graff’s distribution test. After lifting of a filled and previously moistened metal cone, the time required for the concrete to spread over the circle of 500 mm in diameter is measured (that is T50 time), as well as the final diameter of the circle formed by the spreading concrete. Figure 2 shows the result visually. The lowest value required for the SCC (self-compacting concrete) is 550 mm, and the highest permissible value is 750 mm. Shorter time of T50 indicates the better flow capacity. In engineering practice, it is suggested that this time be >2.

Figure 3. L-Box Test
L-box test: the equipment consists of the L shaped box, of a rectangular cross section, with a horizontal and vertical part separated by the movable partition (exit) in front of which vertical rebar’s are arranged. The vertical compartment is filled with concrete, and then the partition is removed to allow the flow of concrete into the horizontal part. When the flow of concrete ceases, the height of concrete at the end of the horizontal part and of the remaining concrete in the vertical part are measured (H2/H1).
Figure 3 shows the result. That is an indicator of the capacity of concrete to pass through the rebar’s, and it should be as close to one as possible (the lowest permissible value is 0.8).
Sieve stability test: the test examines resistance of self-compacting concrete by measuring the mass of fresh SCC which was passed through the sieve with 5 mm square apertures. The sieve dimensions are: diameter of 300 or 315 mm and height of 40 or 75 mm (ISO 3310-2). 4.8±0.2 kg of concrete is poured on the sieve from the height of 50±5 cm. After 2 min, the sieve is carefully, without shaking, removed from the vessel on which it was mounted and the quantity of mortar which passed through is measured. The percentage of passage of concrete through the sieve is a measure of segregation.
The testing procedures for Hardened concrete are same as conventional concrete mentioned below:
Compressive Strength: Compressive strength tests were carried out with cube size of 100 mm X 100 mm X 100 mm. Compressive strength was done after 7 and 28 days of curing in accordance with IS 516:1959[19]. Surface water was removed with a dry cloth and the cubes were tested in Surface Saturated Dry Condition.
Flexure Strength: Concrete beams of 100 mm X 100 mm X500 mm size were cast. Flexural strength tests were carried out in accordance to IS 516: 1959 [20] after 28 days. The test samples were stored in water at a temperature of approximately 27°C for 24 h before testing. Loose and foreign materials were wiped off the bearing surfaces and the axis of the specimen was aligned with that of the loading device. Then load was applied at a rate of 400 kg/min. until the specimen failed to attain the peak load.
Abrasion resistance: To assess the resistance to wear, abrasion was measured as per IS 1237: 1980 [21]. Concrete specimens of size 100 mm X 100 mm X 100 mm were water cured for 28 days and oven dried at a temperature of 60 ± 5°C for 5 days before testing. An abrasive powder having an aluminium oxide content of not less than 95 percent by mass and having a specific gravity of 4.0 was used. The specimen of 100 mm2 surface area was placed in the holding device with a central load of 300 N and an additional load of 600 N was applied. At every 22 revolutions, the vertical axis of the specimen was rotated to an angle of 90° and the fresh abrasive powder was introduced to complete a total of 220 revolutions. As per the code, in general purpose, the average maximum wear shall not exceed 3.5 mm and wear on any individual specimen shall not exceed 4 mm.
Split Tension Test: To assess the tensile load carrying capacity was measured as per IS 5816 :1999 [22], split tensile test carried out on 150mm dia and 300mm length cylinder specimen. After casting the specimen, it was cured for 28 days. After curing it all the loose & foreign material wiped off by cloth and dried in atmospheric condition. Cylinder is subjected to compressive load along vertical diameter at constant rate until fatigue failure occurs along vertical diameter due to tension developed in transverse direction.
Ultrasonic Pulse Velocity Test: To detect discontinuities, cracks and internal deterioration in the structure of concrete this test was performed on a 100mm x 100mm x 100mm cube as per IS:13311-1 [ 23]. After 28 days curing and 24 hours Oven drying this test was performed. This test measures the velocity of an ultrasonic wave passing through the concrete. The length between transducers/the travel time = average velocity of wave propagation.
Pull off test: Pull Off test is performed to assess the bond strength between concrete constituents as per IS 2770: 1997 [24]. It is near to surface method. An epoxy-based adhesive was used between steel stud and concrete specimen to make the bond stronger. A mechanical hand operated machine was used to provide force, which is required to pull the stud from the surface of concrete. 100 mm x 100 mm X 100 mm cube was designated to perform this test. After 28 days curing and 24 hours oven drying this test was performed.
Results and discussion
Fresh Concrete: Results obtained by fresh concrete testing are displayed in Table 1.
Table 1. Result of Fresh Concrete Properties
|
No. |
Density |
Slump Flow |
T-500 |
Sieve Segregation |
L-Box |
|
SCCM0 |
2254.71 |
582.5 |
6.60 |
5.18% |
0.81 |
The density of concrete depends upon many factors. Main important factor is Water/Cement ratio and Water to powder ratio. Higher w/c or w/p leads to lower density, if bleeding can be well controlled. When the water/cement is increased the density of concrete is reduced. First because in a concrete mixture the water is the material that have the minor weight. Water cement ratio also depends on particle sizes. The finer the aggregates the higher will be the water/cement ratio as they contain higher surface area.
In Table 1 Slump-flow test examined first of three key properties of SCC: Flowability. Distribution of slump flow amounted to 58.2 cm which ranks the designed mixture in the SF2 class which is the most common class in civil engineering usage and practice.
T500 is the time for which the concrete reaches the diameter of 500 mm and it is measured during execution of slump-flow test. It represents the test of mixture viscosity, and for the SF2 class, an interval of 3.5–6.5 s is recommended. The mixture matched this requirement. Time longer than 2 s ranks them into the VS2 viscosity class. No segregation or water separation was observed.
L-box test examined the second key property passage of self-compacting concrete between the rebar’s without congesting. The mixture meets the criterion that the ratio of heights of concrete at the ends of L-box is no less than 0.8, and as the test was conducted with two rebar’s (which is also the requirement for densely reinforced structures) they were ranked to the PA1 class. Concrete mixtures were almost horizontal after flowing out through the L-box opening, without blocking between the rebar.
Resistance to segregation as the third characteristic of SCC was tested on sieve. The results demonstrate that mixture was resistant to segregation, the mixture belonging to SR2 class SR2 (<15%).
Results of hardened concrete testing
Hardened property testing is one of the most important tests to determine whether the alternative material used are satisfy the strength requirement or not.
The Table 2 gives the results of Strength characteristics of Concrete at a glance.
Table 2. Result of fresh concrete properties
|
Tests Performed |
Result Obtained |
|
Density |
2358.5 kg/m3 (28 Days) |
|
Compressive Strength |
23 N/mm2 (7 Days) 33.67 N/mm2 (28 Days) |
|
Tensile Strength |
22 N/mm2 (28 Days) |
|
Flexure Strength |
7.34 N/mm2 (28 Days) |
|
Ultrasonic pulse velocity |
5.56 Km/Sec (28 Days) |
|
Water absorption |
4.06%(28 Days) |
|
Pull Off test |
4.383 KN(28 Days) |
Compressive Strength & Density: Tests of compressive strength, after 7 and 28 days yielded the results displayed in Figure 4.
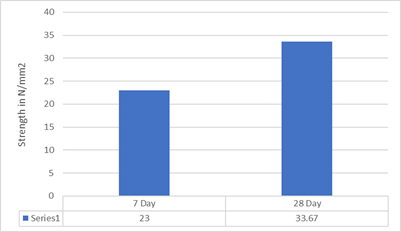
Figure 4. Compressive strength
It achieves 7-day strength which is almost 70% of characteristic strength & at 28 days it achieves the desired strength. Mechanical property of concrete is highly influenced by its density. Density at 28 days is 2358.5 kg/m3. A denser concrete generally provides higher strength and fewer amounts of voids and porosity. Smaller the voids in concrete, it becomes less permeable to water. Strength and density increase with maturity of concrete. Difference in strength for the same age cannot be characterized as significant. Aggregates have a very significant effect on the strength properties of SCC. The effect of the strength properties of cement paste increased with the interfacial bond strength of the cement paste-aggregate. In addition to the strength properties of SCC, many other properties of SCC are also controlled by properties of the aggregate. The reduction in compressive strength is related to the weakness, shape, and grain size distribution of aggregates. The reduction of compressive strength is also due to the water cement ratio. When w/c ratio increased strength decreased.
Tensile strength & Flexure testing: Result are displayed in Figure 5.

Figure 5. Flexure strength & Split tensile
Tensile strength shows a good result. Any reduction in tensile strength caused due to changes in microstructure, which is not visible in this work. Any reduction in flexure test decreased due to a reduction of adherence in the interfacial transition zone (ITZ) of aggregate and hydrate cement matrix by increment of the water to binder ratio and less of cementitious material. From the SEM analysis, it can be shown that no ITZ zone was formed. Abrasion depth is 1.38 which abide the limits of IS code.
Ultrasonic pulse velocity (UPV): UPV values was measured on SCC were examined (Figure 6), it was seen that the UPV values of are decreased very little by an increase of the water-binder ratio. Concretes are classified as high-quality concrete based on UPV values. UPV can be evaluated as an indicator of the amount of pore medium in the concrete.
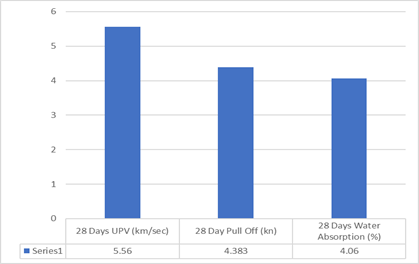
Figure 6. UPV, water absorption & Pull-Off
Water absorption: The water absorption of SCC mixes at the age of 28-day are shown (Figure 6). The water absorption was obtained for Control mix indicating the decrease in pores sizes & It’s impermeable microstructure.
Pull Off test is used to measure bond strength (Figure 6) strength. The Pull Off value shows almost same pattern as compressive strength. R value is also show high results. Due to the packing density and proper water/cement ratio strength increased.
SEM Demonstrates SEM micrographs for SCC samples after 28 days of water curing as shown in (Figure 7), the control mix with 415 kg/m3 cement content or 600 kg/cum powder content has an impermeable microstructure with cement matrix, indicating the self-compaction of concrete with proper powder content.
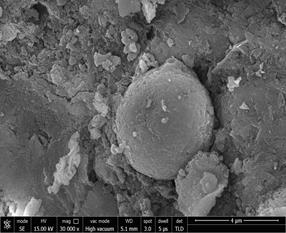
Figure 7. SEM photography of concrete
Fly ash & aggregate particles in cement paste is also clear in the control mix. A good concrete morphology is indicating through this SEM photographs.
Conclusions
Based on the findings of the current study, the following conclusions may be drawn: Mix design with the guidance of IS: 456 & IS: 10262 is acceptable for the country climatic condition.
1. The mix design results abide the proposed guidelines of Okamura-Ozawa Proposal along with widely used EFNARC (2005) Guidelines.
2. To establish this mix design in concrete industry, we did flowability test, passing ability test & sieve segregation resistance test. Which gives a positive result and all the results are within the limits of EFNARC (2005) guidelines.
3. To measure the strength of concrete we performed, Compressive strength test. Compressive test result shows that the desired target mean characteristic strength achieved after 28 days. After 28 days, we performed Density test on hardened concrete, which also shows a satisfactory result.
4. Flexure test & split tensile test also gives a good result. Which indicates the concrete can be used in tensile zone also.
5. Water absorption & UPV test gives a result of permeability of concrete & the inner structure of concrete is not porous. Which can conclude that the concrete is impermeable.
6. Pull Off strength value is also on the higher side which indicated the bond strength of the concrete constituents are well formed. Which gives an indication that cement-paste structure is well formed.
7. SEM morphology does not show any sign of ITZ between the concrete materials, which makes the concrete strong.
8. Filler type has a significant effect on segregation resistance and bleeding resistance of SCC. The use of Fly-Ash decreases the segregation and bleeding.
9. The increase in filler content improves bleeding resistance of SCC. The significant effect of filler type on bleeding resistance is obvious at high level of filler content, 30.0%.
10. Filler type and content have significant effect on hardened SCC water absorption. For example, for SCC with 380 kg/m3 cement content, the water absorption is high. When it increased to 415 kg/cum with 30% filler added, water absorption reduces around 15%.
11. There is a negative correlation between bleeding and concrete compressive strength whereas the increase in concrete bleeding decreases the concrete compressive strength.
12. In this work, we used Fly Ash 30% as filler to increase the powder content of SCC up to 600 kg/cum, with spherical particle shape. This helps to get the flow of SCC with low dosage of Viscosity Modifying Agent. Along with it, Pozzolana Portland Cement used which is also having 30% fly ash. Total fly ash percentage is 60% which decrease the use of cement in SCC and water requirement.
13. This study of Mix design & Analysis of Self-Compacting concrete is recommended for concrete construction industry. Different filler may also be added to increase strength or making high performance concrete. Use of 60% fly ash in SCC is definitely one of the economical points of view. For all the grade of concrete it can be used with the guidelines of IS: 456 & the process of design will be as same as mentioned in the mix design method.
Acknowledgements
The data reported in this study in Introduction part is based on information provided from several research projects. The Authors would like to acknowledge the contribution made to these by Centre for Development of stone (CDOS) (Govt. of Rajasthan, India), Material Research Centre (MRC) & Malviya National Institute of Technology, Jaipur for Strength test & for microscopic studies.
References
1. Ozawa K., Maekawa K., and Okamura H., Development of the high-performance concrete, Proceedings of JSI, 1989, 11, 1, p. 699–704.
2. Okamura H., Ozawa K., Mix design for self-compacting concrete, Concrete Library of Japanese Society of Civil Engineers, 1995, p. 107-120.
3. Okamura H., Self-compacting high-performance concrete. Concrete international, 1997, 1; 19 (7), p. 50-4.
4. Okamura H., Ozawa K., Ouchy M., Self-compacting concrete, Structural concrete, London Thomas Tele ford Limited, 2000, 1, p. 3-18.
5. Su N., Hsu K.C., Chai H.W., A simple mix design method for self-compacting concrete, Cement and concrete research, 2001, 31 (12), p. 1799-807.
6. EFNARC - The European guidelines for self-compacting concrete, Specification, Production and Use, 2005.
7. Hwang S.D., Khayat K.H., Effect of mix design on restrained shrinkage of self-consolidating concrete, Materials and structures, 2010, 43 (3), p. 367-80.
8. Nunes S., Milheiro-Oliveira P., Coutinho J.S., Figueiras J., Robust SCC mixes through mix design, Journal of Materials in Civil Engineering, 2012, 25 (2), p. 183-93.
9. Dinakar P., Sethy K.P., Sahoo U.C., Design of self-compacting concrete with ground granulated blast furnace slag, Materials & Design, 2013, 43, p. 161-9.
10. Nepomuceno M.C., Pereira-de-Oliveira L.A., Lopes S.M., Methodology for the mix design of self-compacting concrete using different mineral additions in binary blends of powders, Construction and Building Materials, 2014, 64, p. 82-94.
11. Le H.T., Müller M., Siewert K., Ludwig H.M., The mix design for self-compacting high-performance concrete containing various mineral admixtures, Materials & Design, 2015, 72, p. 51-62.
12. Vakhshouri B., Nejadi S., Mix design of light-weight self-compacting concrete, Case Studies in Construction Materials, 2016, 4, p. 1-4.
13. Shahidan S., Ismail I., Zulkarnaian M.S., Abd Rahman N., Influence of asphalt dust waste material in mix design for self-compacting concrete, In Key Engineering Materials, Trans Tech Publications, 2017, 730, p. 473-478 .
14. IS 10262-2004, Recommended guidelines for concrete mix design, Bureau of Indian Standards, New Delhi, India.
15. IS: 1489 (Part-I)-2015, Portland - Pozzolana cement specification, Bureau of Indian Standards, New Delhi, India.
16. IS: 3812 (Part-I)-2003, Pulverized fly ash specification for use as Pozzolana ash.
17. IS: 9103, Indian Standard for Concrete Admixtures-Specification, Bureau of Indian Standards, New Delhi, India, 1999.
18. IS: 383-1970, Specifications for coarse and fine aggregates from natural sources for concrete, Bureau of Indian Standards, New Delhi, India.
19. IS: 516-1959, Indian standard methods of tests for strength of concrete, Bureau of Indian Standards, New Delhi, India.
20. IS: 1237, Appendix F–method for determination of resistance to wear, Bureau of Indian Standards (BIS), Specification for cement concrete flooring tiles. New Delhi, India, 1980.
21. IS: 5816-1999, Method of test for splitting tensile strength of concrete, Bureau of Indian Standards, New Delhi, India.
22. IS: 13311-1992 (Part-1), Indian standard method of non-destructive testing of concrete, Bureau of Indian Standards, New Delhi.
23. IS: 2770, Indian standard methods of testing bond in reinforced concrete, Part I Pull-out test (Bureau of Indian Standards, New Delhi, 1997).
24. IS: 456-2000, Code of practice for plain and reinforced concrete, Bureau of Indian Standards, New Delhi, India.
Appendix
A - Self-Compacting Concrete has been designed as per IS 10262 & IS 456. Initial guidelines are opted from Okamura & Ozawa and EFNARC (2005). Guidelines proposed by Okamura & Ozawa are illustrated in Table A-1.
A-1 EFNARC & OKUMARA-OZAWA Guidelines
|
Okamura & Ozawa Guidelines |
EFNARC Guidelines |
|
Coarse aggregate content not to exceed 50% of the solid volume |
Water/powder ratio by volume 0.8-0.9 |
|
Sand content on volume basis should to exceed 40% of mortar volume. |
Total powder content is 400-600kg/cubic meter |
|
Water, powder ratio on a volume basis of 0.9 to 1.1 depending upon the properties of the powder. |
Coarse aggregate content normally 28-35% by volume of mix |
|
Water: cement ratio is selected based on requirements in EN206. Typically, water content does not exceed 210 litre/cubic meters. |
Final Mix design was availed after various Trial and Mix process. Various Trial & Mix proportions are listed in Table: A-2. Observation and Remarks are tabulated in A-3. Final Mix Quantity are shown in Table A-4.
A-2 Trial mix proportions
|
Cement (kg) |
TR-1 300 |
TR-2 320 |
TR-3 340 |
TR-4 360 |
TR-5 380 |
TR-6 400 |
|
Volume of cement (cum) |
0.103 |
0.110 |
0.117 |
0.124 |
0.131 |
0.138 |
|
Water (lit) |
135 |
144 |
153 |
162 |
171 |
180 |
|
Volume of water (cum) |
0.135 |
0.144 |
0.153 |
0.162 |
0.171 |
0.180 |
|
Fly Ash (Kg) |
300.000 |
280.000 |
260.000 |
240.000 |
220.000 |
200.000 |
|
Volume of Fly Ash |
0.115 |
0.108 |
0.100 |
0.092 |
0.085 |
0.077 |
|
Total Powder Volume |
0.219 |
0.218 |
0.217 |
0.216 |
0.216 |
0.215 |
|
Volume of water/Powder ratio |
0.617 |
0.660 |
0.704 |
0.748 |
0.793 |
0.838 |
|
Volume of all in aggregate |
0.762 |
0.746 |
0.730 |
0.714 |
0.698 |
0.682 |
|
Mass of coarse aggregate |
928.484 |
909.103 |
889.722 |
870.341 |
850.960 |
831.578 |
|
Mass of fine aggregate |
1061.30 |
1039.15 |
1016.99 |
994.84 |
972.68 |
950.53 |
|
vol of coarse aggregate |
0.37 |
0.36 |
0.35 |
0.34 |
0.34 |
0.33 |
|
vol of fine aggregate |
0.40 |
0.39 |
0.38 |
0.37 |
0.36 |
0.35 |
|
Vol CA <50% of total volume |
0.37 |
0.36 |
0.35 |
0.34 |
0.34 |
0.33 |
|
Vol FA >40% of mortar |
0.62 |
0.60 |
0.58 |
0.56 |
0.55 |
0.53 |
A-3 Observation & Remarks on Trial Mix Proportion
|
S/N |
Observation |
Remarks |
|
TR1 |
Segregation of concrete has been noticed. W/C ratio was less so desired slump flow could not be achieved |
Water/cement ratio increased, fly ash quantity decreased & VMA qty has been increased by 0.02% to get the desired flow. |
|
TR2 |
Segregation & Bleeding of concrete has been noticed |
Cement qty increased, as well water qty too, fly ash qty decreased and VMA % kept constant. |
|
TR3 |
Desired flow did not achieve |
Cement qty increased, as well water qty too, fly ash qty decreased and VMA % kept constant. |
|
TR4 |
Slump value came 450mm<550 mm |
Cement qty increased, as well water qty too, fly ash qty decreased and VMA % increased by 0.02%. |
|
TR5 |
Slump flow value was 570 mm >550 mm, acceptable as per EFNARC but bleeding observed. |
Cement qty increased as well water qty also increased, fly ash qty decreased VMA % kept constant as TR3. |
A-4 Final Mix Proportion
|
Cement (kg) |
Water (kg) |
Fly Ash (Kg) |
Volume of water/powder ratio |
Mass of coarse aggregate |
Mass of fine aggregate |
Vol CA <50% OF Total vol. |
Vol FA >40% of mortar |
W/C Ratio |
|
415 |
186.75 |
185 |
0.87 |
818 kg |
931 kg |
30.09 |
46.50 |
0.45 |
B – Illustrative design of final mix proportioning of concrete
B-1 Stipulations for proportioning
|
a) Grade designation |
M25 |
|
b) Type of cement |
PPC 43 grade conforming to IS 1489(Part-I):1991 |
|
c) Type of mineral admixture |
8112 Fly ashes conforming to IS 38I2 (Part I) |
|
d) Maximum nominal size of aggregate |
10 mm |
|
e) Minimum cement content |
300 kg/m3 |
|
f) Maximum water-cement ratio |
0.50 |
|
g) Workability |
550-750 mm (slump) |
|
h) Exposure condition |
Severe (for reinforced concrete) |
|
j) Method of concrete placing |
Pumping |
|
k) Degree of supervision |
Good |
|
m) Type of aggregate |
Crushed angular aggregate |
|
n) Maximum cement content |
600 Kg/m3 Total powder contents |
|
p) Chemical admixture type |
Superplasticizer |
B-2 Test data for materials
|
a) Cement used |
PPC conforming to IS 1489(Part-I):1991 |
|
b) Specific gravity of cement |
2.90 |
|
c) Fly ash |
Conforming to IS 3812 (Part I) |
|
d) Specific gravity of fly ash |
2.6 |
|
e) Chemical admixture |
Superplasticizer conforming to IS 9103 |
|
f) Specific gravity of 1) Coarse aggregate 2) Fine aggregate |
2.54 2.68 |
|
g) Water absorption 1) Coarse aggregate 2) Fine aggregate |
1.6% 1.1% |
|
h) Free (surface) moisture 1) Coarse aggregate 2) Fine aggregate |
Nil (absorbed moisture also nil) |
B-3 Pozzolana Portland cement properties
|
Parameters |
Results Obtained |
Requirement as per IS 1489 (Part I): 2015 |
Parameters |
Results Obtained |
Requirement as per IS 1489 (Part I): 2015 |
|
Physical Analysis |
Chemical Composition |
||||
|
Normal Consistency |
30% |
|
Loss on Ignition (% by mass) |
1.7 |
Not More than 5.0% |
|
Fineness |
343 m2 / kg |
300 (Minimum) |
|||
|
Setting Time (Minutes) |
Magnesia (MgO) (% by mass) |
1.1 |
Not more than 6.0% |
||
|
Initial |
145 |
30 (Minimum) |
|||
|
Final |
195 |
600 (Minimum) |
Sulphuric Anhydride (SO3) (% by Mass) |
2.8 |
Not more than 3.5% |
|
Compressive Strength (MPa) |
|||||
|
72 ± 1h (3 Days) |
29.2 |
16.0 (Minimum) |
Chloride content (% by Mass) |
0.016 |
Not more than 0.1% (for general purpose) & not more than 0.05% for pre-stressed structures |
|
168 ± 2h (7 Days) |
39.1 |
22.0 (Minimum) |
|||
|
672 ± 4h (28 Days) |
54.7 |
33.0 (Minimum) |
Insoluble residue (% by mass) |
26.4 |
Not more than [X + 4.0 (100-X)/ 100] & Not less than (0.6 X), Where “X” is the declared Pozzolana content in cement |
|
Soundness |
|||||
|
Le-Chatelier expansion (mm) |
0.5 |
1.0 (Minimum) |
* Fly Ash Content in Cement is (%) 30.0 *Specific Gravity of Cement is = 2.90 |
||
|
Auto-Clave expansion (%) |
0.005 |
0.8 (Minimum) |
|||
B-4 Admixture Properties
|
Relative Density |
1.07 + 0.02 at 25 °C |
|
pH |
> 6 |
|
Chloride Content |
< 0.2% |
B-5 Percentage passing values for Fine & Coarse Aggregates
|
IS Sieve Size |
Cumulative % Passed |
% passing for grading Zone-III (IS-383, Table-4) |
Cumulative % weight Retained |
IS Sieve Size |
Cumulative % Passed |
% passing for single sized aggregate (IS-383, Table 2) |
|
4.75 mm |
96 |
90-100 |
4 |
12 mm |
100 |
100 |
|
2.36 mm |
91 |
85-100 |
9 |
10 mm |
89.57 |
85-100 |
|
1.18 mm |
81 |
75-100 |
19 |
4.75 mm |
9.77 |
0-20 |
|
600 micron |
66 |
60-79 |
34 |
2.36 mm |
4.78 |
0-5 |
|
300 micron |
18 |
12-40 |
82 |
Specific Gravity 2.54 |
|
|
|
150 micron |
2 |
0-10 |
98 |
Water absorption 1.6%. |
|
|
|
Fineness Modules = 2.46 |
246 |
|||||
|
Specific Gravity |
2.68 |
|||||
|
Water absorption |
1.1%. |
|||||
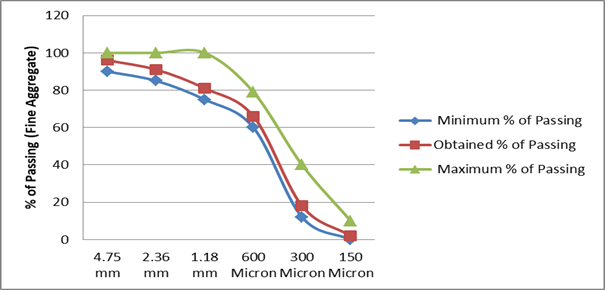
B-6 Gradation curve of fine aggregate
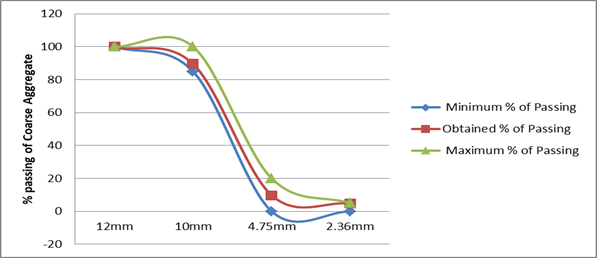
B-7 Gradation curve of coarse aggregate
B-8 TARGET STRENGTH FOR MIX PROPORTIONING
f’ck = fck+1.65 X S
Where: f’ck = target average compressive strength at 28 days; fck= characteristics compressive strength at 28 days; S = standard deviation.
From Table I, Standard Deviation, s = 5 N/mm2.
f’ck = 25+ (1.65 X 5) = 33.25N/mm2
B-9 SELECTION OF WATER·CEMENT RATIO
From table-5 of IS-456:2000, Maximum water cement ratio =0.50
Adopting w/c =0.45 < 0.50 (O.K)
B-10 SELECTION OF WATER CONTENT
As per IS: 10262 (Clause No. 4.2) Maximum water content for concrete having maximum aggregate size of 10mm can be considered up to 208 kg/cum.
As per EFNARC,2005 Water content can take up to 210 kg/cum, but this water quantity can be increased to get the desired flow ability ranging from 550mm-750mm for pre-cast concrete & ready-mix concrete. In this case we will consider 186 kg/cum water. No correction was made in the quantity of water, for using plasticizer because to achieve the desired flow. Viscosity Modifying Agent (VMA) was used to resist segregation and bleeding in the concrete.
B-11 CALCULATION OF CEMENT CONTENT
W/C = 0.45, Cement content = Water/0.45 = 186/0.45 = 413.33 kg/cum
As per IS-456[25], Minimum cement content=300 kg/m3 [Table-5]
Maximum Cement Content = 450 kg/m3 [Clause No: 8.2.4.2]
So, cement content = 415 kg/cum
Revised water content = 0.45X 415 = 186.75 kg/cum
*It should be noted that, where it is required to make the structure free from sulphate attack than minimum cement content and maximum water cement ratio will be 280 kg/cum and 0.55 [SO3 % Traces <0.2], Where this percentage of SO3 will increase up to 0.2-0.5 than minimum cement content and maximum water cement ratio will be 330kg/cum and 0.50 respectively.
B-12 PROPORTION OF VOLUME OF COARSE AGGREGATE AND FINE AGGREGATE CONTENT
As per (Clause No.4.4): For 10mm maximum nominal size of aggregate Volume of Coarse Aggregate per Unit Volume of Total Aggregate for Zone III of Fine Aggregate is 0.48
Volume of coarse aggregate for w/c=0.45, 10mm=0.48
Volume of fine aggregate= (1- 0.48) =0.52
*Volumes are based on Saturated Surface Dry (SSD) Condition.
B-13 MIX DESIGN CALCULATION (STEP BY STEP)
Volume of concrete=1 cum
Volume of cement = M c/ G ∗ ρ W = 415/2.9*1000 = 0.143
Volume of water = 186.75/1000 = 0.186
Volume of all in aggregate= (1-0.186 – 0.143) = 0.671
Mass of coarse aggregate= (0.48X0.671X2.54X1000) = 818 kgs
Mass of fine aggregate = (0.52X0.671X2.67X1000) = 931 kgs
*Class F Fly Ash added as mineral admixture and increased the powder quantity in SCC. EFNARC describes that powder content in SCC can be increased up to 600kg/cum, if necessary than the quantity can also be increased in per cum. We assume, maximum limit of powder content is 600kg/cum. 415kg cement has been added and rest required powder content is 185 kg, which can be filled up by Fly Ash. We added approximately 30% Fly Ash of total powder content.
Volume of Fly Ash = 185/2.6*1000 = 0.071
Total volume of powder = 0.143+0.071 = 0.214 cum
Volume of fine aggregate = 931/1000*2.67 = 0.348 cum
Volume of coarse aggregate = 818/1000*2.54= 0.322 cum
This Mix design Calculation will now be checked as per following guidelines:
· Volume of Coarse Aggregate = {0.322/ (0.322+0.348+0.186+0.214)} *100 = 30.09 %
Ø As per Okamura & Ozawa guidelines Volume of C.A should not exceed 50% of the solid volume. Volume of Coarse Aggregate = 30.09% < 50% (OK)
Ø As per EFNARC guidelines Volume of C.A content normally 28-35% by volume of mix.
· Volume of Coarse Aggregate = 30.09% = (28%-35%) [OK]
· Volume of Fine Aggregate = {0.348/(0.348+0.186+0.214)}*100 = 46.50%
Ø As per Okamura & Ozawa guidelines Volume of F.A should be exceeding 40% of the mortar volume. Volume of Fine Aggregate = 46.09% < 40% of Mortar Volume [OK]
· Volume of Water to Powder Ratio = 0.186/0.214 = 0.186/0.214=0.869=0.87
Ø As per Okamura & Ozawa, Water to powder ratio on a volume basis of 0.9 to 1.1 depending upon the properties of the powder. In this Design it is 0.87 which close to 0.9. [Acceptable]
Ø As per EFNARC Water/powder ratio by volume 0.8-0.9. In this design it is 0.87 [OK]
Total powder content = 600 Kgs [EFNARC Acceptable]
Water content = 186.76 litre [EFNARC Acceptable]
*Super Plasticizer Added @1.85% by weight of cement.
*VMA Added @0.12% by weight of cement.
This Mix design is lies with the mentioned guidelines of EFNARC (2005) and Okamura-Ozawa Proposed guidelines.
B-14 Mix proportions for trial number 1
|
Cement |
415kg/m3 |
|
Fly Ash |
185kg/m3 |
|
Water |
187kg/m3 |
|
Coarse Aggregate |
818 kg/m3 |
|
Fine Aggregate |
931 kg/m3 |
|
Superplasticizer |
1.85% by weight of cement |
|
Viscosity Modifying Agent |
0.12% by weight of cement |
**B-10 The slump shall he measured, and the water content and dosage of admixture shall be adjusted for achieving the required slump based on trial. if required, the mix proportions shall he reworked for the actual water content and checked for durability requirements,
**B-11 Two more trials having variation of ± 10 percent of water-cement ratio in B-I0 shall be carried out and a graph between three water-cement ratios and their corresponding strengths shall he plotted to work out the mix proportions for the given target strength for field trials. However, durability requirement shall he met.