Engineering, Enviroment
Mechanical properties of Al 6063 metal matrix composites reinforced with agro-wastes silica particles
Oluyemi Ojo DARAMOLA 1,6*, Olusegun Adebayo OGUNSANYA 2, Olajide Samson AKINTAYO 3, Isiaka Oluwole OLADELE 4, Benjamin Omotayo ADEWUYI 5 and Emmanuel Rotimi SADIKU 6
1-5 Department of Metallurgical and Materials Engineering, Federal University of Technology, Akure, 340001, Nigeria
6Institute of NanoEngineering Research (INER), Department of Chemical, Metallurgical and Materials Engineering (Polymer Technology Division) and the Tooling Centre Soshanguve Campus, Tshwane University of Technology, Pretoria 117, South Africa
E-mail(s): 1,6oodaramola@futa.edu.ng; 1,6daramolaoo@tut.ac.za;
2 ogunsanyaadebayo77@gmail.com; 3akintayoolajide@yahoo.com; 4wolesuccess2000@yahoo.com; 5tayo_adewuyi@yahoo.com; 6sadikur@tut.ac.za
* Corresponding author phone: +2348166814002, +276403311197
Received: August 09, 2018 / Accepted: October 29, 2018 / Published: December 30, 2018
Abstract
The mechanical behavior of Al 6063 metal matrix composites reinforced with agro-waste silica particles was investigated. The composites were prepared by double-stir casting with 2, 4, 6 and 8 vol. % of agro-waste silica particles as reinforcement in the Al 6063 metal matrix. Mechanical properties (hardness, tensile, fracture toughness and impact strength) and density measurements were used to characterize the cast specimens. Test results showed that the silica reinforcement resulted in density reduction and improved mechanical properties compared to the unreinforced Al 6063 metal matrix. However, percentage elongation and fracture toughness reduced gradually with increase in silica volume fraction with the latter above the minimum permissible limit (6-8 vol. %) allowed for aluminum matrix composites. This shows that agro-waste silica particles is a promising reinforcement material for production of low cost aluminum matrix composites.
Keywords
Aluminum; Agro-waste silica particles; Metal matrix composites; Double-stir casting; Density; Percentage elongation; Fracture toughness, Impact strength
Introduction
Aluminum matrix composites (AMCs) are progressively used to produce several components in aerospace, automotive, marine and nuclear industries. The advancement of AMCs is one of the momentous marks in the history of engineering materials. They are established to improve the performance of orthodox aluminum alloys which cannot meet the constraint of modern engineering products [1,2]. Topical engineering applications require materials that have high level of functionality, lighter, durable, resilient, and less expensive [3]. These features are not realizable with lightweight monolithic aluminum, titanium and magnesium alloys [4,5].
Metal matrix composite (MMC) is a genuine combination of metal matrix and reinforcing materials, tailored towards some properties such as high strength, lesser density, high stiffness, hardness, and fatigue resistance. However, the development of low cost MMCs reinforced green materials has been one of the major innovations in the field of materials to curtail environmental pollutions. Agro waste particles such as rice husk ash, coconut shell ash, fly ash, groundnut shell ash particles are highly hazardous to the environment and to human health and it’s a great menace to the environment as it can act as a basis for land contamination, air pollution, react and infiltrate into water bodies in areas where they are discarded. The necessity to protect the environment is also an apprehension of this study to make certain the effective utilization of the agricultural waste [6]. Several researchers have reflected the development of less expensive composites by using industrial and agro waste derivatives as reinforcing materials in MMCs and polymer matrix composites (PMCs) [4,5,7,8].
AMCs reinforced particles usually enhanced its mechanical properties in comparison to matrix materials. Amongst various reinforcements used such as SiC, Al2O3, TiB2, graphite, silica sand and others [9,10]. Agro waste particles are one of the most economical and low density reinforcement obtainable in enormous quantities as solid waste by-products [4]. Silica particles (with density 2.32 g/cm3) extracted from agro waste (rice husk ash) is less dense compared to synthetic particulate reinforcement materials such as Alumina with density of 3.9 g/cm3 and silicon carbide with density of 3.2 g/cm3 which are frequently used as reinforcements [11] and consequently make the composite produced to be denser which limits the application of such materials subject to the weight percent of the reinforcing phase. Presently, metallurgical grade silica, with 98-99% silica purity is obtained from quartz rocks by carbiothermic reduction using electric arc furnace and this make synthetic silica reinforcements sold at high cost [7]. Sol-gel process which is a low temperature alkali extraction and simple chemical method as well as low energy consumption method can be used to produce pure amorphous silica particles which contains high percentage of silica and makes it a desirable reinforcement for composites [7].
The specific objective of the current research is to study the mechanical behaviour of Al 6063 metal matrix composites reinforced with agro-waste silica particles.
Materials and methods
Silica particles of average particle size of 500 nm produced by Daramola et al. [7] was used as reinforcements in this research. Al 6063 alloy which was used as the matrix was purchased at NIGALEX PLC., Lagos, Nigeria. The chemical compositions of silica particles and Al-Mg-Si alloy are shown in Tables 1 and 2 respectively.
Table 1. Chemical Composition of Silica Particles (wt.%)
|
Element |
Si |
O |
Na |
Cl |
K |
|
% Composition |
63.35 |
31.93 |
1.75 |
0.79 |
0.16 |
Table 2. Chemical Composition of Al 6063 Matrix Alloy (wt.%)
|
Element |
Al |
Si |
Fe |
Cu |
Mn |
Mg |
Ni |
Zn |
V |
|
% Composition |
98.76 |
0.47 |
0.23 |
0.22 |
0.012 |
0.39 |
0.001 |
0.01 |
0.01 |
Composite Production
The composites were fabricated using a double stir casting process according to Alaneme and Aluko [12]. The process started with the utilization of charge calculations in determination of the quantities of the alloy billets and agro-waste silica particles required to produce composites containing 2, 4, 6 and 8 vol. % silica particles reinforcement. The silica particles were initially preheated separately at a temperature of 250 °C to eliminate surface moisture which helps reduce clotting of silica particles, improves wettability and ensure homogenous dispersion of the particles within the molten Al 6063 alloy. The Al 6063 alloy was heated to a temperature of 750 °C ± 30 °C (which above the liquids temperature of the Al 6063 alloy) to ensure high fluidity and complete melting of the alloy. The liquid alloy was then cooled in the crucible furnace to a semi-solid temperature of about 600 °C. The preheated silica particles were then charged into the semi-solid melt at 600 °C and the slurry was manually stirred for 5 minutes. The composite slurry was then superheated to 800 °C ± 50 °C and a second stirring performed using a mechanical stirrer. The stirring operation was performed at a speed of 100 rpm for 10 min before casting into rods in prepared sand moulds fitted with metallic chills. The composites produced were designated
Sample Designation
The composites produced were given designations based on the weight percent of the reinforcing phase. 100% Al 6063 Alloy, 2 wt.% SiO2 + 98 wt.% Al 6063 Alloy, 4 wt.% SiO2 + 96 wt.% Al 6063 Alloy, 6 wt.% SiO2 + 94 wt.% and 8 wt.% + 92 wt.% Al 6063 were designated as shown in Table 3.
Table 3. Samples Designation
|
Sample Composition |
Designation |
|
100 vol. % Al 6063 Alloy 2 vol.% SiO2 + 98 vol.% Al 6063Alloy 4 vol.% SiO2 + 96 vol.% Al 6063 Alloy 6 vol.% SiO2 + 94 vol.% Al 6063 Alloy 8 vol.% SiO2 /Al 6063 Alloy |
A B C D E |
Density Measurement
The experimental density of each grade of composite produced was determined by dividing the measured weight of a test sample by its measured volume using a digital weighing balance with tolerance of ±0.0001; while the theoretical density was evaluated by using Eq. (1).
![]() (1)
(1)
Where: ![]() is the density of Al 6063 alloy
reinforced with silica particles,
is the density of Al 6063 alloy
reinforced with silica particles,
ρAl 6063 is the density of the Al 6063 alloy, ![]() vol.Al
6063 is the volume fraction of the Al 6063 alloy,
vol.Al
6063 is the volume fraction of the Al 6063 alloy, ![]() is
the density of the silica particles
and
is
the density of the silica particles
and ![]() is the volume fraction of the silica
particles
is the volume fraction of the silica
particles
The experimental densities were compared with the theoretical densities for each composition of the composites produced; and it served as basis for evaluation of the percent porosity of the composites using the relations in Eq. (2) according to (Daramola et al) [4].
![]() (2)
(2)
Where:![]() is the theoretical density (g/cm3)
and ρEX is the experimental density (g/cm3).
is the theoretical density (g/cm3)
and ρEX is the experimental density (g/cm3).
Mechanical Testing
Test samples were machined from the as-cast composite rods using lathe machine for tensile, hardness, impact and fracture toughness tests specimens following standard procedures.
Tensile Test
The tensile properties (ultimate tensile strength, percentage elongation and fracture toughness) of the composites produced were evaluated by using an Instron universal tensile testing machine in accordance to ASTM E8M-91 standard [13]. Specimens for the test were machined from the as-cast composite cylindrical rods of 150 mm length into round specimens of 15 mm diameter, 30 mm gauge length. Results are average of three individual tests sample.
Hardness Test
The hardness test according to ASTM E18-07 standard [14] was conducted on the prepared samples using the INDENTEC hardness testing machine 2007 model with an applied load of 60 kg. Prior to hardness testing, the test samples were machined and polished to obtain a smooth plane parallel surface. A Rockwell hardness “A” scale was utilised for the hardness measurements. Multiple hardness tests (five measurements) were performed on each sample and the average value was taken as a measure of the hardness of the specimen.
Impact Strength
Specimens were subjected to impact test on an Izod V-notch impact testing machine in accordance to ASTM E23-05 standard [15]. The pendulum of the machine is allowed to swing freely through a known angle; some energy was used to break the specimen while the energy was recorded directly on the scale attached to the machine.
Fracture Toughness
The fracture toughness (material’s resistance to crack propagation) of the composites was determined by using an approach based on the uniaxial tensile experiment [16]. The as-cast composites were machined for the CNT testing using gauge length (l), specimen diameter (D), notch diameter (d), and notch angle of 30 mm, 4.5 mm, 3.6 mm, and 60 0 respectively. The specimens were then subjected to tensile loading to fracture using an instron universal tensile testing machine. The fracture load was determined from the load-extension plots obtained and the fracture toughness (K1C) evaluated using the relations in Eq. (3) according to Dieter [17].
![]() (3)
(3)
Where: Pf is the fracture load, D and d, are the diameter of the specimen and the diameter of the notched section respectively. The assessment of the material’s resistance to crack propagation was also confirmed by using the relation in Eq. (4), according to Nath and Das [18].
 (4)
(4)
Where: σy is the yield stress.
Results and discussion
Composite Density and Percentage Porosity
A summary of the composite densities and percentage porosity is presented in Table 4. It can be observed that the density of the produced composites decreases with increasing volume percent of the reinforcement phase. This due to the fact that silica particles possess lower density (2320 kg/m3) compared to aluminum (2700 kg/m3) thereby giving the composites an overall decrease in density. This is in agreement with the results obtained by Prasad and Krishna [19], Daramola et al. [4] and Zuhailawati et al. [9] who had developed particulate reinforced aluminum composites and experienced linear reduction in composite densities with increasing reinforcement content. Generally, the composites experienced higher percent porosity as compared to the unreinforced alloy. The presence of porosity can be attributed to gas entrapment during mixing, hydrogen evolution and shrinkage during solidification, and air bubbles entering the slurry either independently or as an air envelope to the reinforcement particles. However, the percentage porosity of the composites was below the maximum allowable limit of 4% which is encouraging.
Table 4. Composites density and estimated percentage porosity.
|
Sample Designation |
Theoretical Density (g/cm3) |
Experimental Density (g/cm3) |
Porosity (%) |
|
A B C D E |
2.701 2.6924 2.6848 2.6772 2.6696 |
2.6890 2.6430 2.6121 2.6246 2.6313 |
0.44 1.83 2.71 1.96 1.43 |
Mechanical Properties
Ultimate Tensile Strength (UTS)
The plot showing the variation of the tensile strength of the unreinforced Al 6063 alloy and the Al 6063/SiO2 composites is shown in Figure 1. The UTS increased linearly with increasing silica content. However, the highest tensile strength was experienced in sample E which shows a 72 % increment over the unreinforced alloy. This demonstrates that by increasing the silica content, the ultimate tensile strength increases as the silica reinforcement helps increase the load bearing capacity of the composites. As the silica content increases, there is little or insignificant site of contacts between silica particles.
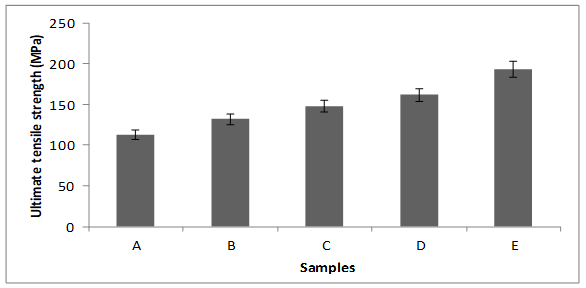
Figure 1. Variation of the ultimate tensile strength of Al 6063 alloy and its composites
The matrix has efficaciously isolated the silica particles individually so that they can act as distinct entities. Consequently, cracks will be arrested by the ductile matrix and its propagation among the silica particulates tends to be challenging since they function as barriers to dislocations during the application of stress. The enhancement of the tensile strength of the composite is accredited to the fact that the silica particles have greater modulus, thus offering greater opposition to dislocation motion [20].
Hall-Petch relationship shows that the tensile strength is inversely proportional to the square root of the diameter of the particle. On account of the size of the silica particles (within the submicron range), the surface area is increased thus providing more resistance to the applied load.
The dislocation motion is retarded due to frequent change in orientation of dislocations at grain boundaries. The good bonding and clear interface delay the detachment of silica particles from the aluminum matrix during tensile loading. The applied tensile load is effectively transferred to the silica particle. Orowan strengthening mechanism is prevalent due to the dispersion of silica particles all over the matrix since the interface and the particle are both strong. Hence, dislocations bow around the particle and they are immobilized [21]. Sequentially, dislocation immobilization, dislocation pile-up due to more reinforcing particles added, dislocation intersection, dislocation entanglement and dislocation multiplication occurs which consequently increases the strength of the composites.
Percentage Elongation
The ductility of the composite decreases with increase in the volume fraction of the silica particles. Silica is a hard phase particle which when added, increases dislocation density in the composite leading to a drop in the ductility of the material. The plot showing the variation of the percentage elongation of the samples developed is presented in Figure 2.
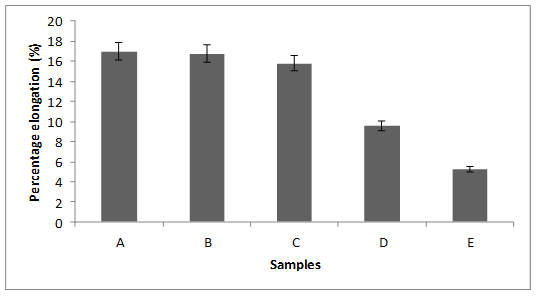
Figure 2. Variation of percentage elongation of Al 6063 alloy and its composites
It can also be observed that an inverse relationship exists between the tensile strength and the percentage elongation of the composites. As the tensile strength of the composites increases with increasing silica content, the elongation reduces.
Young Modulus of Elasticity
The plot showing the young’s Modulus of Elasticity for Al 6063 and Al 6063/SiO2 composites is illustrated in Figure 3.
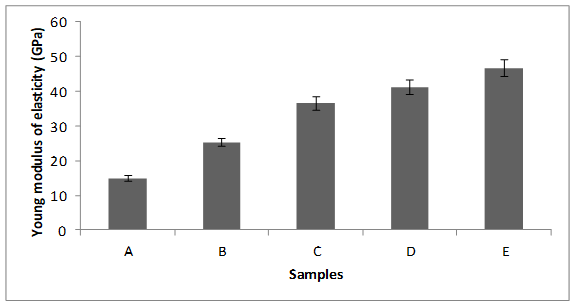
Figure 3. Variation of Young modulus of elasticity of Al 6063 alloy and its composites
The Young’s Modulus of Elasticity of the composites increases with increase in the volume fraction of the silica particles with an optimum value of 46.644 GPa at 8 vol.%; The increase in Young’s modulus is governed by the fact that the filler gives good reinforcement with the matrix. Furthermore, the particle size of the filler is small (0.50 μm) which led to high aspect ratio [7].
Hardness
The variation of the hardness properties of Al 6063 alloy and its composites is shown in Figure 4. It was observed that the hardness of the composite increased in a linear trend with the increase in volume fraction of the silica particles. This occurs due to increase in surface area of the matrix and thus the grain sizes are reduced. The presence of such hard surface area offers more resistance to plastic deformation which leads to enhanced hardness.
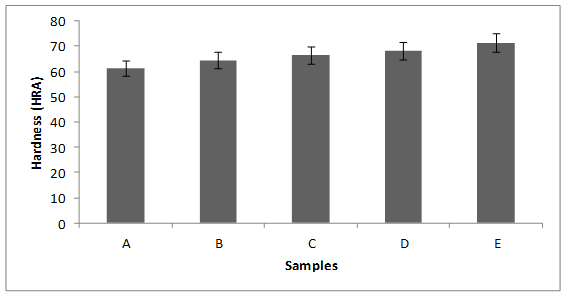
Figure 4. Variation of Rockwell hardness of Al 6063 alloy and its composites
From Figure 4, it can be seen that the hardness of the composites increases linearly from 61.2 HRA for sample A to 71.4 HRA for sample E. This shows that silica addition improves the hardness of the unreinforced Al 6063 matrix.
Impact Strength
The impact strength of a filled composite depends on the degree of matrix/filler adhesion, but in a more complex manner than the tensile strength [22]. The variation of the impact strength of Al 6063 alloy and its composites in terms of energy lost per unit cross-sectional area at the notch is presented in Figure 5.
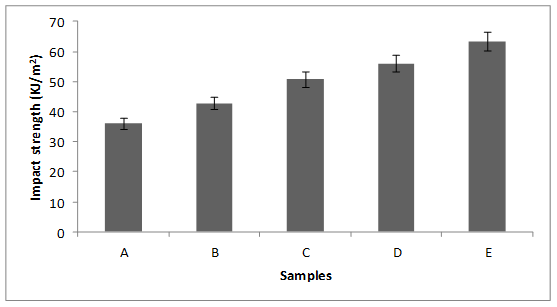
Figure 5. Variation of impact strength of Al 6063 alloy and its composites
It can be observed that a marginal increment is experienced as the silica content increases. This implies that the composite developed possessed good interfacial adhesion. The highest impact strength was experienced in sample E(8 vol.% SiO2) with a value of 63.33 KJ/m2 which represents a 76 % improvement over the unreinforced alloy. Generally, agro-waste silica addition improves the impact strength of Al 6063 matrix.
Fracture Toughness
The variation of fracture toughness of Al 6063 alloy and its composites produced are shown in Figure 6.
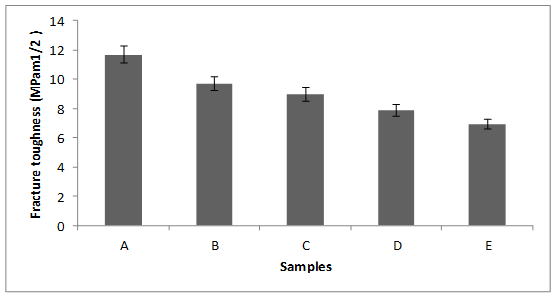
Figure 6. Variation of fracture toughness of Al 6063 alloy and its composites
The fracture toughness values were reported as valid plane strain fracture toughness since it met the plain strain conditions stated by Nath and Das [18] which is generally acceptable. It is observed that fracture toughness of the composites developed is lower than that of the Al 6063 alloy. This is attributed to the hard, rigid and brittle silica particulates which tend to be more susceptible to rapid crack propagation [23].
Conclusions
The mechanical properties of Al 6063 matrix composites containing 2, 4, 6 and 8 vol.% agro silica particles as reinforcement was investigated. The results showed that the ultimate tensile strength, hardness values and impact strength of the developed composites increased with increase in the silica volume fractions while the percentage elongation and fracture toughness decreased with increase in silica volume fractions.
The overall densities of the composites reduced with increasing concentration of silica particles making the produced composites lighter and stronger. It has also been established that low porosity levels between intervals 1.43% - 2.71% were observed in Al 6063/SiO2 composites developed.
Acknowledgements
The financial assistance of Technology Innovation Agency (TIA), South Africa in conjunction with the Department of Science and Technology (DST) towards this research is hereby acknowledged. Opinions expressed and conclusions arrived at, are those of the authors and are not necessarily to be attributed to TIA
References
1. Adiamak M., Selected properties of aluminum base composites reinforced with intermetallic particles, Journal of Achievements in Materials and Manufacturing Technology, 2006, 14 (1-2), p. 43-47.
2. Anilkumar H.C., Hebbar H.S. and Ravishankar K. S., Mechanical properties of fly ash reinforced aluminum alloy (Al 6061) composites, International Journal of mechanical and Materials Engineering, 2011, 6 (1), p. 41- 45.
3. Bodurin M.O., Alaneme K.K., Chown L.H., Aluminum matrix hybrid composites: a review of reinforcement philosophies; mechanical, corrosion and tribological characteristics, Journal of Materials Research and Technology, 2015, 4 (4), p. 436 – 445.
4. Daramola O.O., Adediran A.A., Fadumiye A.T., Evaluation of the mechanical properties and corrosion behavior of coconut shell ash reinforced aluminum (6063) alloy composites, Leonardo Electronic Journal of Practices and Technologies, 2015a, 27, p. 107 - 119.
5. Meena K.L., Manna A., Banwait S.S., Jaswanti, An analysis of mechanical properties of the developed Al/SiC-MMC’s, American J. of Mech. Eng., 2013, 1 (1), p. 14 – 19.
6. Hasibul M.H., Ahmed R., Muzahid,M.K., Shahria, S., Fabrication, reinforcement and characterization of metal matrix composites (MMCs) using rice husk ash and aluminum alloy (a-356.2), Inter. J. of Scientific & Eng. Research, 2016, 7 (3), p. 28 – 35.
7. Daramola O.O., Oladele I.O., Adewuyi, B.O., Sadiku, R., Agwuncha, S.C., Influence of submicron agro waste silica particles and vinyl acetate on mechanical properties of high density polyethylene matrix composites, The West Indian Journal of Engineering, 2015b, 38 (1), p. 96 – 107.
8. Daramola O.O., Akintayo O.S., Mechanical properties of epoxy matrix composites reinforced with green silica particles, Annals of Faculty Engineering Hunedoara – International Journal of Engineering, 2017, 15 (4), p. 167-174.
9. Zuhailawati H., Samayamutthirian P., Mohd C.H., Fabrication of low cost aluminium matrix composite reinforced with silica sand, J. of Physical Sci., 2007, 18, p. 47-55.
10. Alam S.N., Kumar L., Mechanical properties of aluminum based metal matrix composites reinforced with graphite nanoplatelets, Materials Sci. and Eng. A, 2016, 6 67, p. 16 – 32.
11. Miracle D.B., Metal matrix composites–from science to technological significance, Composite Science and Technology, 2005, 65 (15), p. 2526 – 2540.
12. Alaneme K.K., Aluko A.O., Production and age-hardening behavior of borax pre- mixed SiC reinforced Al-Mg-Si alloy composites developed by double stir casting technique, The West Indian Journal of Engineering, 2011, 34 (1/2), p. 80 – 85.
13. ASTM E8M, Standard test method for tension testing of metallic materials (metric), Annual Book of ASTM Standards, 1991, Philadelphia.
14. ASTM E18, Standard test methods for Rockwell hardness of metallic materials, ASTM International, 2007, West Conshohocken, PA.
15. ASTM E25, Standard test methods for notched bar impact testing of metallic materials, ASTM International, 2005, West Conshohocken, PA.
16. Alaneme K.K., Fracture toughness (k1c) evaluation for dual phase medium carbon low alloy steels using circumferential notched tensile (cnt) specimens, Materials research, 2011, 14 (2), p. 155 – 160.
17. Dieter G.E., Mech. metallurgy, 5th Edition, Singapore, McGraw-Hill Book, 2000, p.186- 195.
18. Nath S.K., Dass U.K., Effect of microstructure and notches on the fracture toughness of medium carbon steel, Journal of Naval Architecture and Marine Engineering, 2006, p. 15-22.
19. Prasad D.S., Krishna A.R., Fabrication and characterization of A356.2 − rice husk ash composite using stir casting technique, International Journal of Engineering Science and Technology, 2010, 2, p. 7603−7608.
20. Saravanan S.D., Kumar M.S., Effect of mechanical properties on the rice husk ash reinforced aluminum alloy (AlSi10mg) matrix composites, International Conference on Design and Manufacturing, 2013, p.1505 – 1513.
21. Zhang Z., Chen D.L., Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites, Mat. Sci. and Eng. A, 2008, 483, p. 148 – 152.
22. Thomas P.S., Joseph K., Thomas S., Mechanical properties of titanium dioxide-filled polystyrene micro composites, Materials Letters, 2004, 58, p. 281– 289.
23. Alaneme K.K., Bodunrin M.O., Awe A.A., Microstructure, mechanical and fracture properties of groundnut shell ash and silicon carbide dispersion strengthened aluminum matrix composites, J. of King Saud University-Eng.Sci., 2018, p. 96 – 103.